Published by By Gary Olson, Director of Technical Support, Cummins Power Generation, Power topic #9016 | Technical information from Cummins Power Generation – White Paper
Paralleled alternators are compatible if they can operate in parallel without having damaging or disruptive neutral currents flowing between them. The magnitude of neutral current flow related to the dissimilarity between paralleled sets depends upon the shape of their voltage waveforms. Depending on the generators’ temperature rise characteristics, age and insulating ratings, neutral current flow between generator sets is not necessarily damaging. Be aware that neutral currents can also cause disruption in protective relay operation, particularly for ground fault sensing.
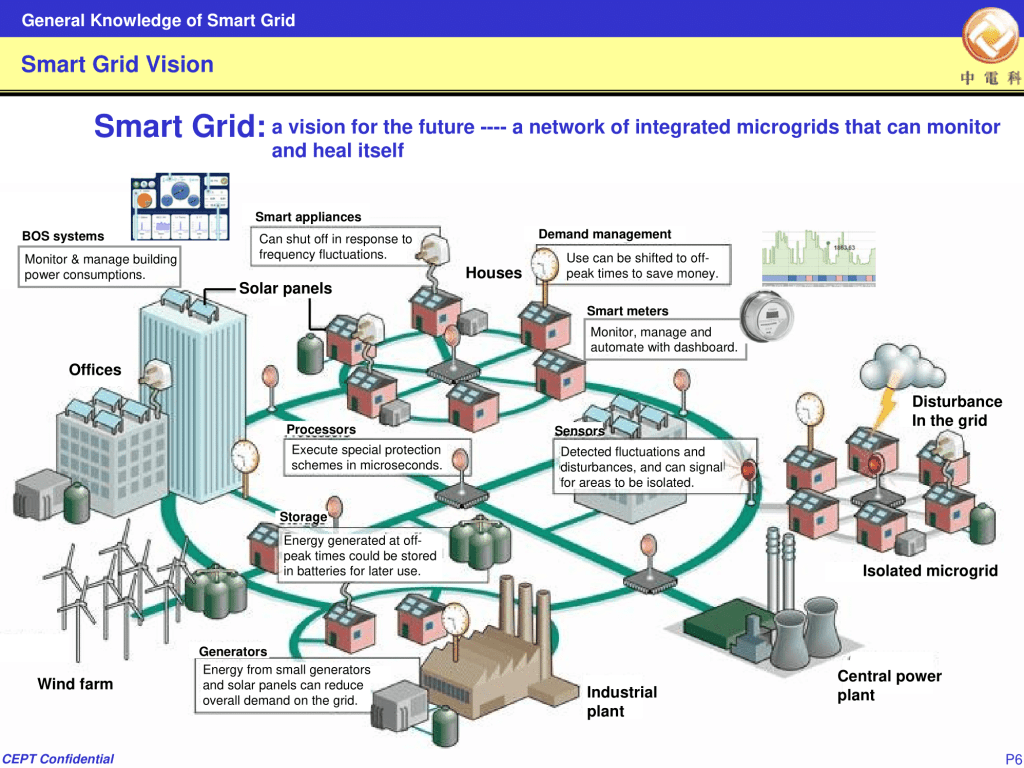
Voltage waveform harmonics
The voltage waveform shape created by an alternator when operating unloaded or driving a linear load may be described in terms of its fundamental frequency and voltage magnitude and the magnitude of the harmonic voltages and their frequencies. The description is necessary because all alternators exhibit some level of harmonic voltage distortion, and while these distortions are very small relative to the distortion that can be caused by non-linear loads, they may still be significant, particularly in paralleling applications.

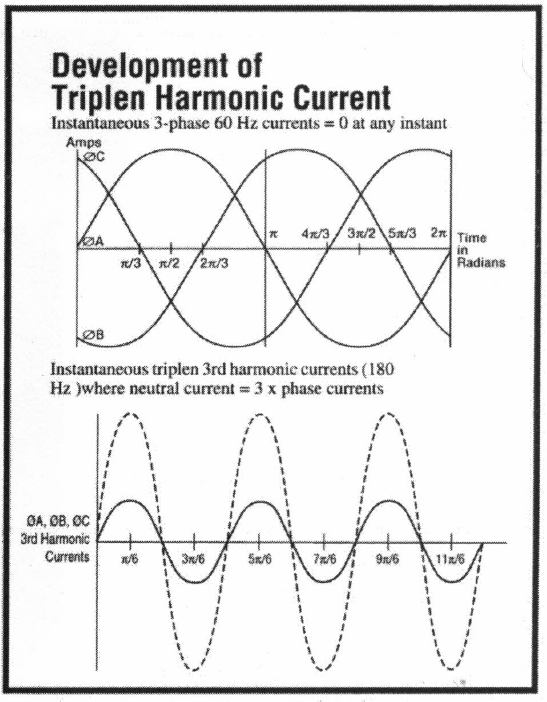
Figure 1 shows the relationship of first-order (fundamental frequency waveform) to third and fifth-order harmonic waveforms. The harmonic voltages are effectively added to the fundamental waveform, resulting in the pure sinusoidal shape of the fundamental being somewhat distorted. For example, the resultant voltage at time A in Figure 1 will be the sum of the blue (fifth-order), green (third-order), and red voltage magnitudes. So, the instantaneous voltage at that instant in time would be somewhat higher than the voltage of the fundamental. Note that the illustration greatly magnifies the typical magnitudes of harmonic voltage levels to more easily show the principles surrounding them.
No alternator manufacturer intentionally inserts harmonic voltages in its designs, but some magnitude of distortion is inevitable due to the physics and practical limitations of AC machine design. During the design process the alternator designer will attempt to design the machine to minimize the voltage distortion (i.e., the magnitude of the third- and higher-order harmonic voltages), while minimizing the cost of the machine at a specific rating. The differences in the overall waveform shape of dissimilar machines are at the heart of problems generated by the paralleling of these machines.
Mechanical design characteristics driving harmonics
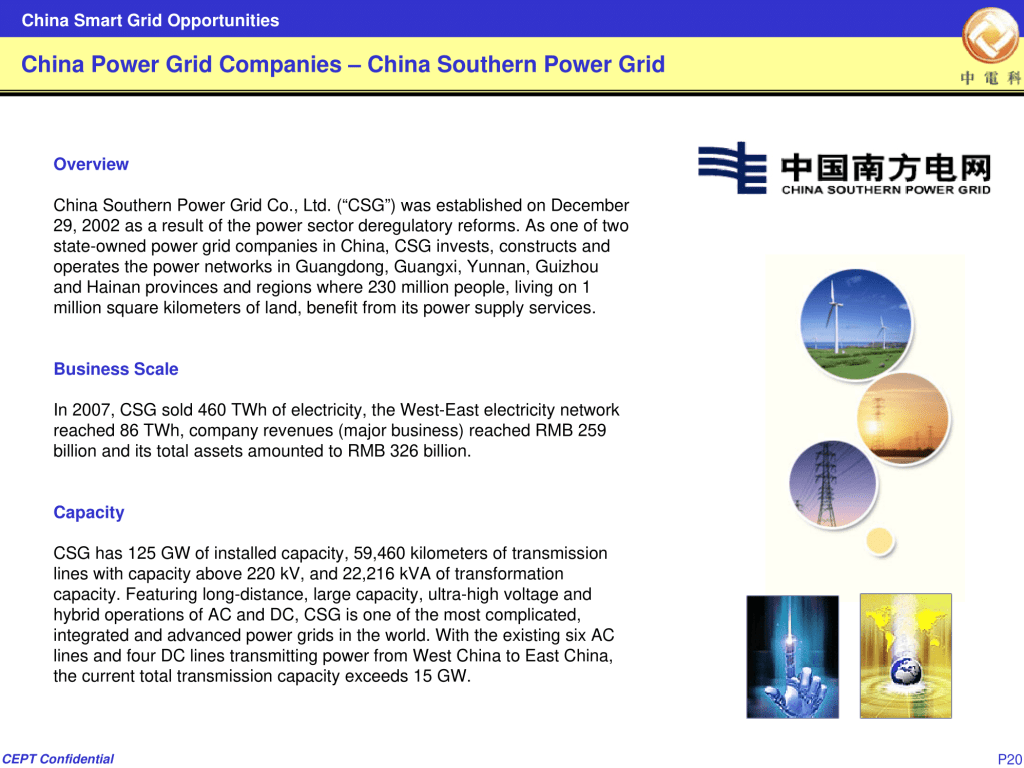
Alternator designers can control the magnitude and orders of harmonics produced in an alternator by manipulation of several design factors, the most important of which is alternator pitch.
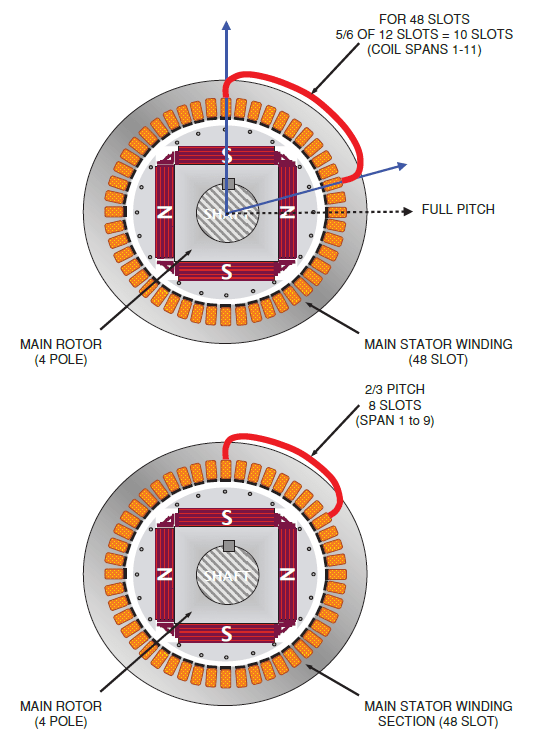
Pitch is a term used to define a mechanical design characteristic of a generator. It is the ratio of the number of slots enclosed by each coil in the alternator stator to the number of winding slots per generator pole. In Figure 2 (top half), which shows a 4 pole machine with 48 total slots, there will be 12 slots per pole, and since the coils span 10 slots, the alternator slot-to-coil ratio is 10/12, or “5/6 pitch.” In the lower half of the illustration we see an alternator winding that spans 8 slots, so with 12 slots per pole, that machine would be 2/3 pitch. The pitch of a generator is a design parameter that can be used to optimize the generator waveform shape and minimize the generator cost, because shorter pitch (lower pitch ratios) use the alternator stator less effectively and require the use of more copper for the same kW output than higher pitch machines.
For example, an alternator could be provided with a 2/3 pitch, which would eliminate third-order harmonics, but result in slightly higher fifth- and seventh-order harmonics. Alternately, the alternator designer could select another pitch design, which usually would result in high levels of third-order harmonics, but relatively lower levels of fifth- and seventh-order harmonics, and probably a bit more kW capacity for the materials used in the machine. For example, a 5/6 pitch machine illustrated would have relatively lower fifth- and seventh order harmonics, but much higher third-order harmonics.
In general, the odd-order harmonics are of the greatest concern to a system designer, because they will have the greatest impact on the operation of loads and on extraneous heating effects in the power supply and distribution system. Third-order harmonics (and their multiples) are problematical because they directly add in the neutral, and can result in large neutral current flows between paralleled machines. They are also more problematic because they can migrate through the system across some transformer types. Fifth-order harmonics (and their multiples) are considered to be a concern because they are “negative sequence” currents, and will cause some level of abnormal heating in rotating load devices. However, with careful design of a 2/3 pitch machine, the fifth- and seventh order harmonics can be reduced to magnitudes of a level similar to higher pitch machines, leaving the major advantage of higher pitch machines to be exclusively lower initial cost.
For paralleling applications, it is highly desirable to utilize 2/3 pitch designs. Because no third-order harmonics are created by the machine, paralleling compatibility with utility (mains) sources or other 2/3 pitch machines is assured because there are not neutral currents related to third-order harmonics; and higher-order harmonics see relatively greater impedances at higher frequencies and are thus much less of a problem in terms of neutral current flow. The system designer should select alternators that not only have a 2/3 pitch design, but also have minimum fifth-, seventh- and higher-order harmonics. A good standard to achieve for machines ranging in size from roughly 100 kW to 4 MW is that the machine should have not more than 5% total harmonic distortion at any load between no load and full load, measured line to line and line to neutral, and not more than 3.0% in any single phase.
Circulating neutral currents due to alternator differences
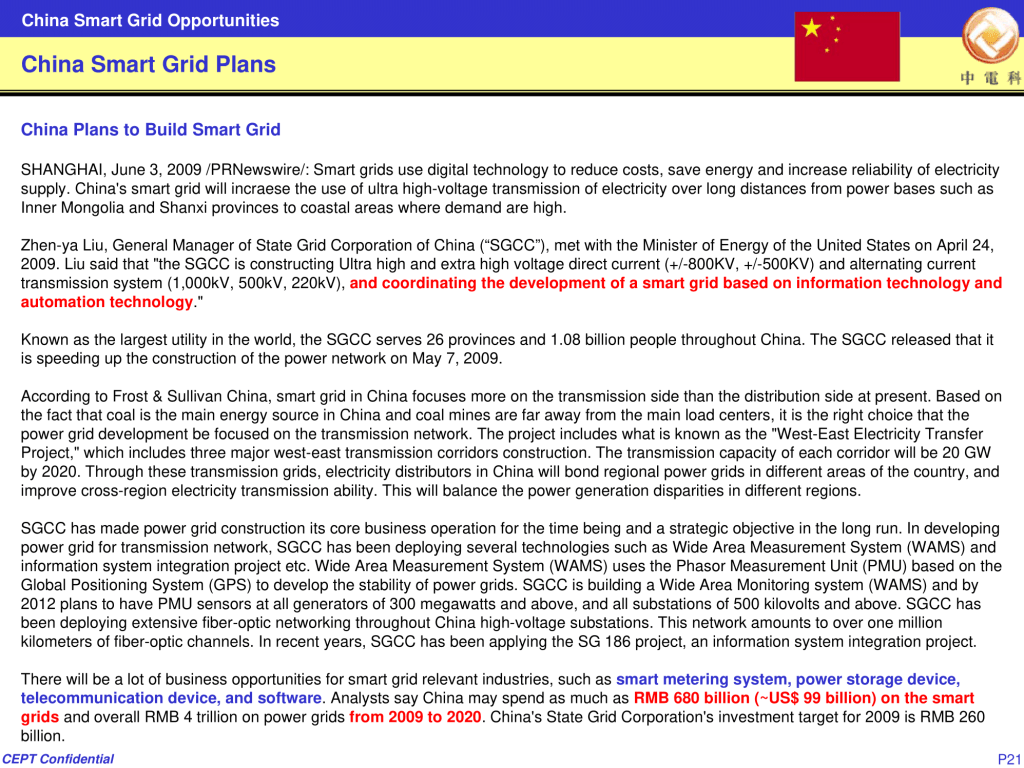
When generators are paralleled, the voltage of the two machines is forced to the exact same magnitude. Differences in voltage, regardless of their frequency, will result in current flow from the machine with higher instantaneous voltage to the machine(s) with lower instantaneous voltage. Figure 3 illustrates this phenomenon.
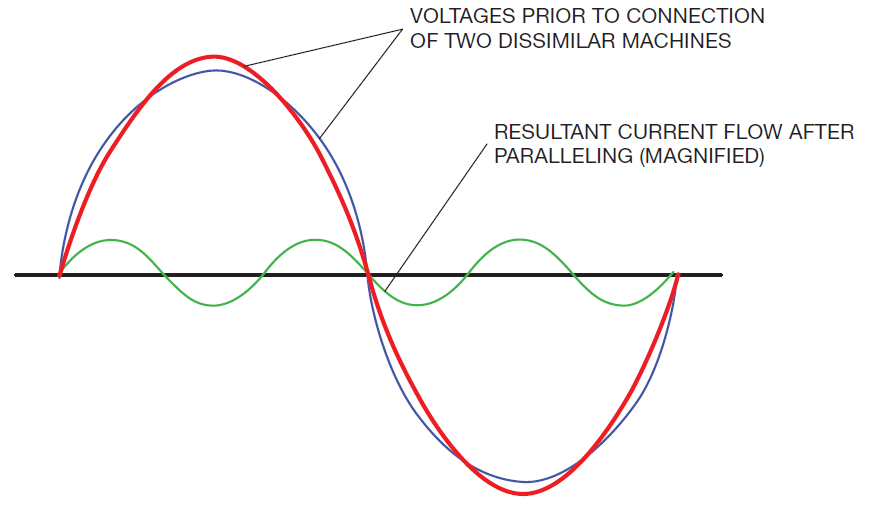
In this figure, two voltage waveforms (the red and blue lines) are superimposed upon each other. Note that these voltage waveforms may be exactly the same RMS voltage magnitude, but at different points in time the blue voltage is higher than the red, and vice versa. When the machines are connected together on a common bus, the differences in voltage result in current flow between the machines, which is represented by the green line. Note that in this simple example the magnitude of the current shown is exaggerated, again to more clearly illustrate the phenomenon. Note also that because the blue and red voltage lines cross each other three times in each half cycle, the current magnitude generated is a third-order harmonic current.
So, at any point in the cycle where there is a voltage difference between the machines prior to paralleling, current will flow between the machines. This is referred to as circulating neutral current and is apparent when there is a path through the neutral of the system in which the current can flow.
The impact of incompatibility can be clearly seen with proper measuring devices, and is often visible with conventional AC current metering. The system will be most apparent by displaying current flowing from each generator with no load on the system.
If neutral current is flowing at higher than 60 Hz (particularly 150 Hz in a 50 Hz system and 180 Hz in a 60 Hz system) with no load or a linear load applied to the system, alternator design differences are indicated. Neutral current flow of 60 or 50 Hz is caused by misadjustment of the voltage or reactive load sharing system of the generator sets in the system. (This is termed a “cross-current” condition.)
This circulating current caused by alternator pitch differences is not adjustable by manipulation of crosscurrent compensation or other devices. Due to the difference in voltage waveform shape of the different alternators, circulating current is inherent in the system. The circulating current may or may not be damaging to the alternators, depending on the magnitude of the current, the ratings of the generators in the system and the susceptibility of protective devices in the system to harmonic currents. Because the harmonic content of a generator waveform varies with the load, the negative effects of operating with dissimilar generators may be more apparent at some load levels than at others, but typically the major concern will be the magnitude of current flow at rated load, because that is the point at which the internal temperature of the alternator will typically be highest and is most susceptible to failure.
A system designer can make simplifying assumptions to reduce this problem to a manageable level. Because harmonics higher than the third order in 2/3 pitch machines are not normally present at a level high enough to be damaging, the designer will typically consider only the third-order harmonic voltages. These are completely eliminated by using generators with 2/3 pitch winding design.
A 2/3 pitch is not required for successful parallel operation of generators. Other pitches may be used (and used in conjunction with 2/3 pitch machines), but their use may limit future system expansion flexibility or require other system measures to limit neutral current flow.
Compensating for dissimilar alternators in a system design
When faced with a requirement to parallel dissimilar generators, a system designer has several options to avoid problems associated with generator incompatibility:
- If possible, require that new or replacement alternator equipment be identical to existing equipment.
This may or may not be practical depending on the voltage harmonics produced by the alternators in the existing system, especially if the machines are of significantly different kVA ratings. In machines other than 2/3 pitch arrangements, the fact that the machines are the same pitch may not be enough to eliminate problems, because differences in third order harmonics could still cause significant neutral current flow. Where this is practical, it is probably the best solution. While this may sound like an extreme suggestion, it should be recognized that the alternator on a generator set represents only about 10% of the total factory cost of the machine, and that alternators do age over time regardless of their limited use in standby applications. It is prudent to replace an alternator when it is more than 25 years old as part of a paralleling upgrade in a system.
*Note that distribution systems typically require bonding (a neutral-to-ground/earth) connection, but sources themselves are not required to be “grounded.” So, a service to loads is typically bonded at the service entrance to a facility, but the source itself is not required to be bonded unless it is separately derived (i.e., the neutral of the generator source is not ever connected to the utility source neutral). When the generator system is separately derived the system should be bonded at the switchgear bus.
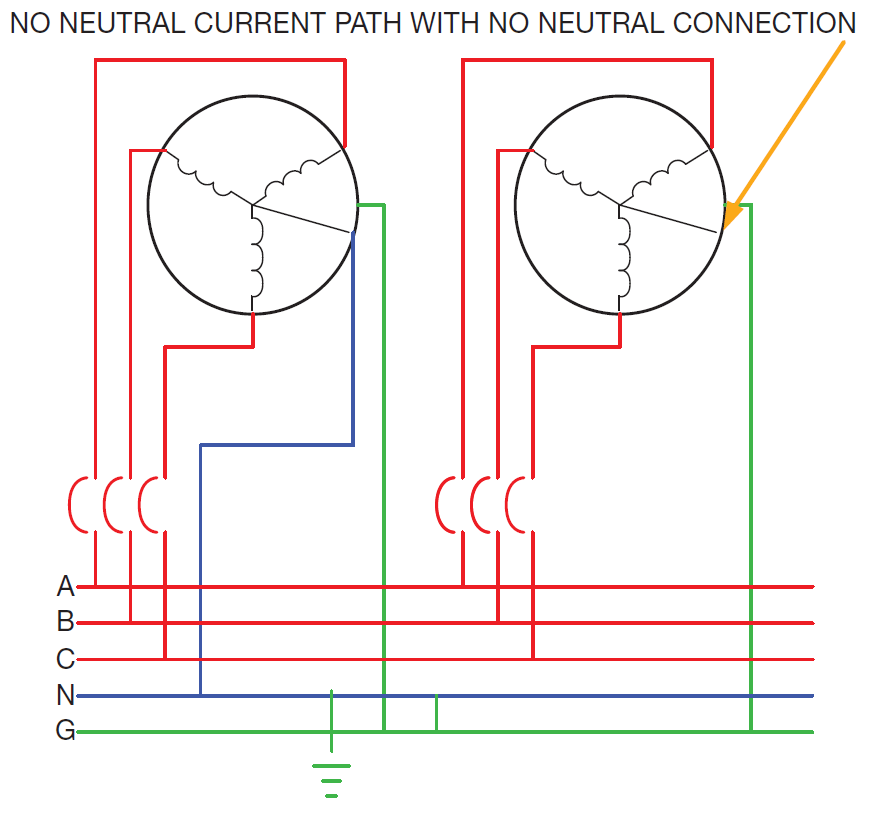
- Use a three-wire distribution system. By avoiding a solid neutral connection between the genset bus and the loads, the designer is free to let the neutral of the dissimilar machines in a system float,* so that the most common cause of harmonic problems is minimized by removing the path on which the most disruptive current can flow. (The harmonic currents will still cause heating in the machines, but the disruptive effect of current flow in the neutral is eliminated.) In these systems, loads that require a neutral connection will be required to be served by a delta/wye transformer to develop the required neutral connection. The designer should carefully specify the neutral grounding design and monitor the installation in these systems, because an errant neutral-to-ground bonding will result in neutral current flowing through the grounding (earthing) conductors in the system, which represents a potential hazard for electric shock and for fire due to overheating of conductors. Downstream transformers can be used to provide four-wire service to loads that require it.
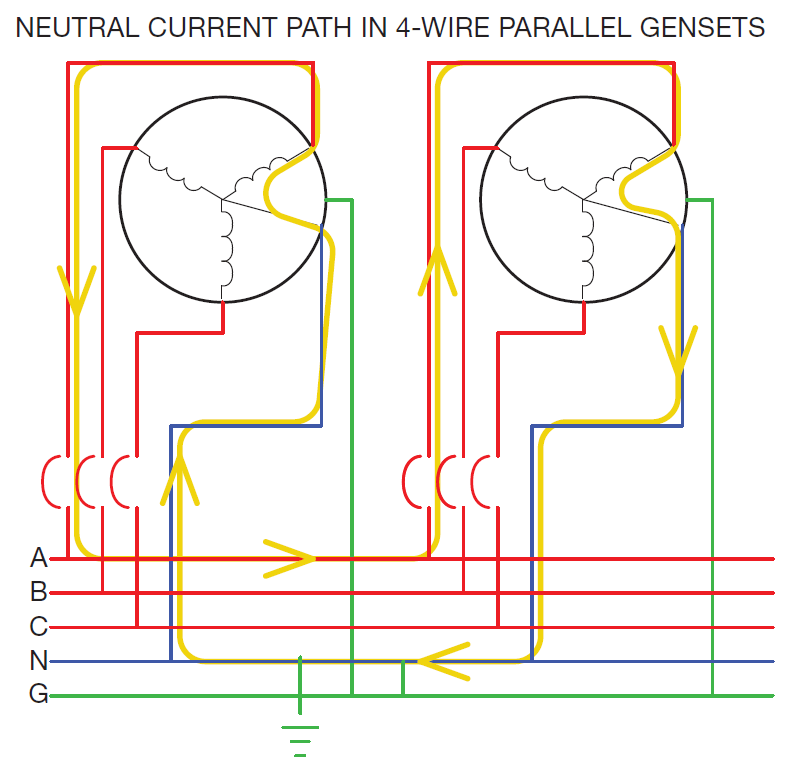
- Connect neutrals of like-pitch machines only. Note that line voltage systems (those operating at less than 1000VAC) are usually required to have a neutral-to-ground connection. In a parallel application the ideal location for this bonding point is in the system switchgear, so that there is only one neutral bond for the system. Consideration must be given to the magnitude of loads requiring the neutral connection versus loads that can operate only on the three phases. System loads will naturally balance out as long as there is sufficient line to-neutral capacity in the system.
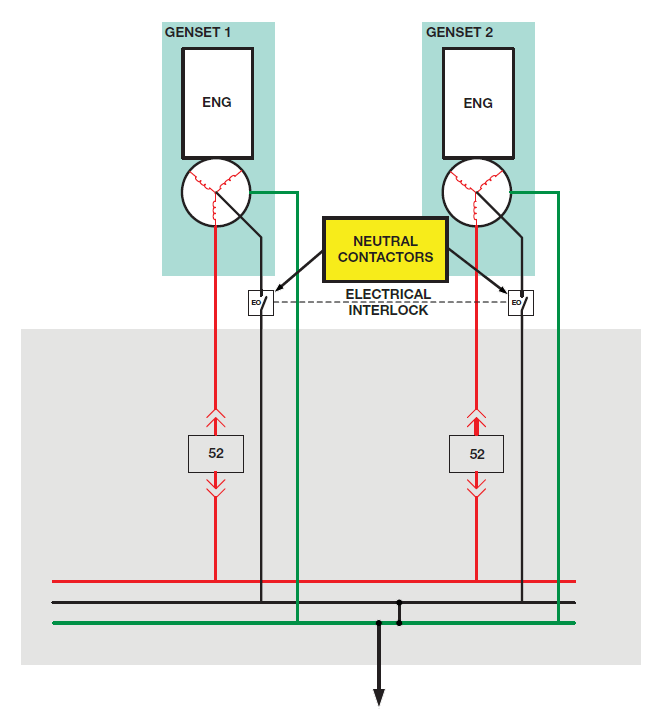
- Add neutral contactors in the link between the gensets and switchgear neutral bus to connect the neutral only on the first unit to close to the bus. This has a similar impact to the previous recommendation, but allows any machine to be the first connected to the system. In this design it is particularly critical for the failure modes of the neutral contactors to be considered. Alarms should be raised by failure of a neutral closure to operate correctly in either opening or closing mode. Dual neutral contactor position indicating contacts (one “a” and one “b” from different switches) should be used to be more certain of the state of the neutral contactor.
- Install reactors in the neutral leg of each generator to limit current flow at third- and higher order frequencies. Reactors can be tuned to specific frequencies that are the biggest problems, but typically they are designed for 150/180 Hz, as this is the most problematic harmonic. The major issue in the use of reactors is their cost, and the custom nature of their design, making them problematic to acquire and install quickly. Also, the failure of the reactor may go undetected for a long time, resulting in a change in the effecting bonding arrangement of the system and potential unexpected hazards. Compensate for the incompatibility by oversizing the neutral conductor and derating the alternators.
Derating factors for alternators exposed to harmonic neutral current
In 4-wire generator installations that use dissimilar generators, generator neutral current should be measured to verify that operation of the generators in parallel will not result in system operation problems or premature generator failure. If there are no other related problems in the system, the designer may allow system operation with the neutral current and compensate by derating the alternator.
The derating factors can be calculated as follows:
Maximum allowable load on alternator (KVA) = IR /[(IR2 + IN2)1/2(KVAgen)]
where:
IR = output current of the generator set at full load and rated power factor
IN = neutral current of the generator set at full balanced load, paralleled
KVAgen = alternator rated KVA at maximum temperature rise
Note that the alternator itself generates some harmonic voltages, and load devices also can cause harmonic voltage distortion by drawing non-linear load current from the alternator.
As noted previously, load devices can also affect generator system voltage waveform quality. It is not uncommon to have very high levels of current distortion in load devices. The only way to compensate for this distortion is to provide relatively large alternators in the system, so that the system can duplicate the capabilities of a utility service. With modern facilities, system operational problems should not appear if the overall total harmonic distortion of the voltage waveform with loads running on the generator set is not more than 10–15%.
Conclusions
Alternators are compatible if they have compatible voltage waveform shapes. To assure the optimal compatibility between current and potential future machines, always specify the use of 2/3 pitch alternators for line voltage applications.
When faced with paralleling dissimilar machines, some of which are not 2/3 pitch, the most desirable practice is to replace the dissimilar alternator(s) with a compatible alternator, so that all the machines are 2/3 pitch.
About the author

Gary Olson graduated from Iowa Staten University with a BS in mechanical engineering in 1977, and graduated from the College of St. Thomas with an MBA in 1982. He has been employed by Cummins Power Generation for more than 25 years in various engineering and management roles. His current responsibilities include research relating to on-site power applications, technical product support for on-site power system equipment, and contributing to codes and standards groups. He also manages an engineering group dedicated to the design and development of next-generation power systems.
Power Topic #9016 – White Paper