A technical review of how passive harmonic filter types have an impact on network impedance profiles in terms of damping. A review of a harmonic filter design study was carried out for an industrial Plant, which included a total capacity of >100MW smelters, to mitigate the experienced harmonic limit exceedances against the Grid Code.
New Users which are to be connected to the grid, must meet the harmonic requirements specified by the Grid Code. In cases where harmonic emissions are not compliant, the installation of harmonic mitigation is required. Passive filters have traditionally been one of the most applicable & practical solutions to mitigate harmonic distortions. The most common passive filter types can be summarised as De-tuned, Single tuned, Second order and C-type filter.
Passive Harmonic Filter Design
Passive harmonic filters which consist of capacitors, reactors and resistors typically provide an alternative impedance path for harmonic currents and dampen the harmonic impedance profile. Based upon the specific system impedance profile, new users’ harmonic emissions and the background voltage distortion, the filters need to be custom designed for each site. Designs without consideration of the above identified criteria possibly result in poor filter performance and over/ under rated filter designs.
Study Case Site Overview
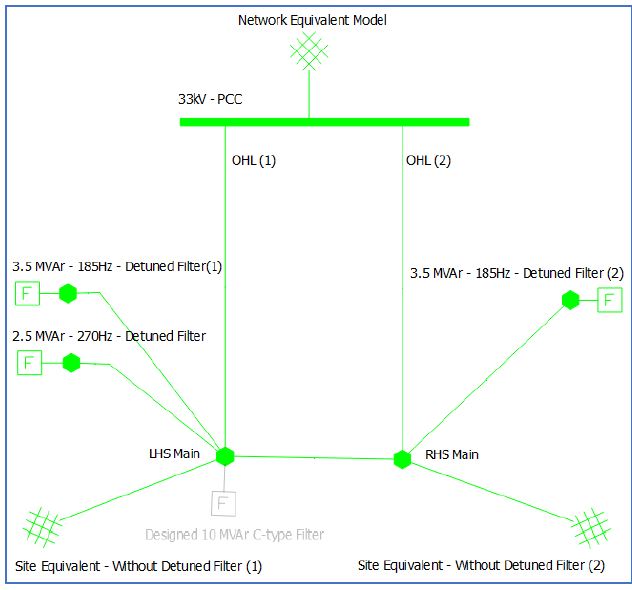
The industrial site included a total capacity of 100 MW smelters and 80 MW hydropower generators. The smelters were equipped with 2.5MVAr and 3.5MVAr detuned filters tuned at 185Hz and 270Hz. The site was connected to a 33kV Point of Common Coupling (PCC) via two parallel lines. To capture the network impedance profile accurately, the entire 33kV substation was modelled using IPSA 2.9 software package, this was done back to the 400kV network which is the point further additions did not lead to a significant change in the impedance as seen from the point of interest. A simplified Single Line Diagram (SLD) of the developed model is given in Figure 1.
Figure 1 – Model used for analysis (IPSA)
Site’s Harmonic Issue Overview
Although the site is equipped with detuned harmonic filters, the historical harmonic measurements taken in 2019 and 2020 demonstrate that there are still harmonic limit exceedances at the 21st, 23rd, 25th, 33rd, 35th, 37th and 45th harmonic orders against the Grid Code requirements in the UK.
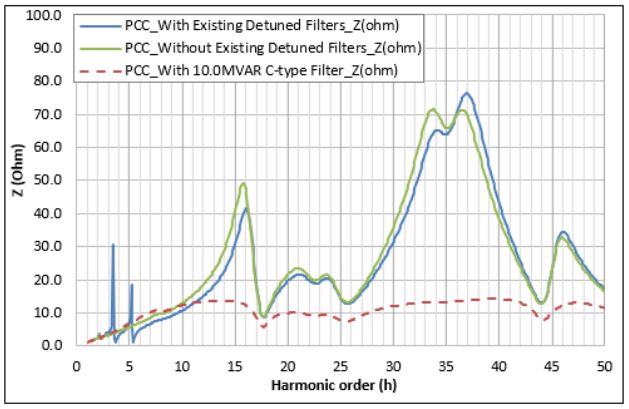
As can be seen from the impedance sweep given in Figure 2, it was found that the existing detuned harmonic filters did not sufficiently dampen the harmonic impedances at high orders. The existing de-tuned filters were only able to dampen the impedance at lower harmonic orders.
Figure 2 – Harmonic impedance scans
Proposed Harmonic Filter
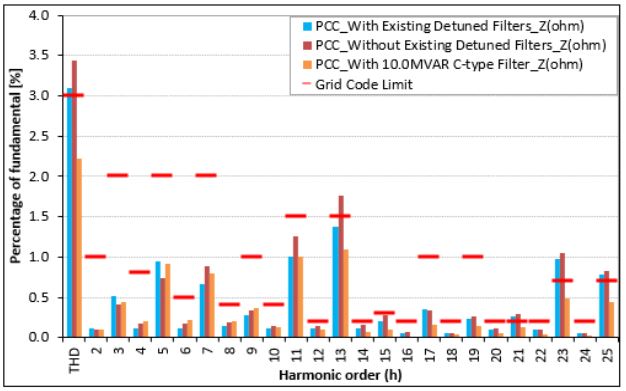
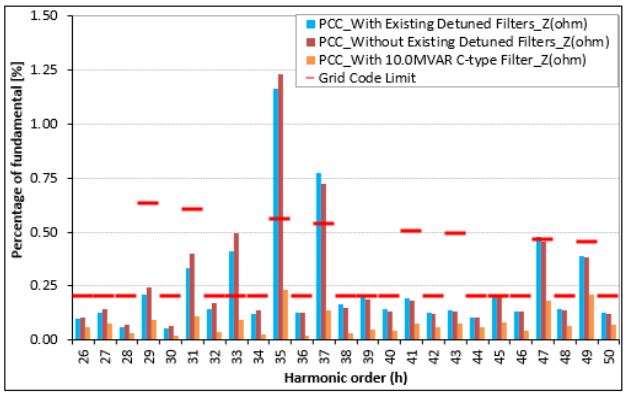
Based upon the developed model, a filter design study was undertaken to reduce the harmonic exceedances. It was found that installation of a C-type harmonic filter (33kV, 10.0 MVAr, tuned to 200Hz with a QF of 0.50) mitigated the harmonic limit exceedances. The performance of the filter is indicated in Figure 2, Figure 3 and Figure 4.
Figure 3 – Harmonic distortions, Orders 2 to 25
Figure 4 – Harmonic distortions, Orders 26 to 50
Conclusion and Recommendations
As can be seen from Figure 3 and Figure 4, the installation of a filter at the 33kV busbar ensures for mitigation of all harmonic voltage exceedances up to the 50th order, including THD at the 33kV PCC.
The following recommendations can be drawn:
The existing detuned harmonic filters were not able to dampen the high order harmonic impedances.
A detailed site model including the external network model was developed to represent the harmonic impedance profile of the network accurately.
Site specific C-type filters were designed.
In conclusion, passive filter costs are much more significant than the engineering cost to properly design a site-specific filter. Thus, it is highly recommended a comprehensive harmonic filter design is undertaken to prevent an ineffective and/or incorrectly rated filter solution. Furthermore, design optimisation allows for individual components to be specifically calculated, ensuring for the most cost-effective design.
Enspec Power LTD. 6 Waterside Court, St Helens Technology Campus, Merseyside, WA9 1UA, United Kingdom www.enspecpower.com 01744 610940
The Inertia Drive technology is based on the flywheel mechanical battery concept that stores kinetic energy in the form of a rotating mass. Our innovations focus on design, assembly and manufacturing process.
Solar and wind power only produce when the wind is blowing or the sun is shining. This causes grid instability due to loss of system “inertia”, which ultimately impacts energy supply to consumers. Inertia Drive is a flywheel. This Solution will lead the stability of inertia of the system, fostering renewable integration and electrification of transport. A flywheel is considered as a mechanical battery that stores kinetic energy in the form of a rotating mass. It is a truly sustainable solution to the challenges of decarbonising power generation and transport industries.
The stored energy depends on the moment of inertia and speed of the rotating shaft:
Energy = ½ * Inertia * Speed²
Speed matters more than mass
Ratio of material strength and density determines the maximum energy which can be stored
HIGH TECH LEGACY
OXTO´s technology was born from previous successful deployments in satellite and spacecraft applications. Its founder, Dr Prassinos, brought his know-how in order to develop the current earth-based technology.
OUR MISSION is to assist industries by stabilising electricity from renewable intermittent sources of energy and reducing the cost of power consumption, with a truly sustainable & cost effective solution.
SUPPORT THE ACCELERATION OF THE ENERGY TRANSITION
The way we store energy is changing. The global demand for a low carbon economy is bringing rapid changes to energy networks and large energy companies. Renewable integration and rapid deployment of Electric Vehicle charging stations are reshaping the energy networks loading scenarios and are creating more and more grid losses and power cuts. Our hardware solution provides stabilisation for electricity from renewable intermittent sources of energy thus allowing for greater integration of solar and wind energy within the grid and supporting your company’s sustainability goals.
The unique inherited design allows for working alongside any power application from wind turbines, heavy-industry to EV-charging infrastructure.
TECHNICAL ADVANTAGES
OXTO’s mechanical battery has outstanding technical performances & low cost
95% round-trip efficiency, 4 ms response, 100% DOD & unlimited cycles
Modular system: Standard size of 65 kW / 5 kWh used for each flywheel unit
Long lifetime: Similar lifetime to most power plants (25 years)
Low vacuum: avoiding Paschen’s law issue (plasma created from residual gas and electrons at very low pressure)
Low costs: No degradation of performance, very limited maintenance, no cooling system.
Simple & robust design: Flywheel and motor/generator are same part. Few components and moving parts reducing risks of failure.
Full metallic system: No use of magnets or magnetic bearings.
MODULAR DESIGN
Flywheel units are organized in clusters. Each flywheel unit has its power electronics, including power converter, motor controller, FPGA.
The flywheel size (4-foot/1.2m diameter) is perfectly optimized to fit a cluster of 10 units inside a 20-foot container.
Cables run from each flywheel unit to the associated power electronics rack. Power Electronics racks are stored in an electrical cabinet.
A DC bus of 585-715V links the units (650V nominal). The overall constitutes the DC System, a cluster of flywheels.
There is no limit in the scale up of the system; as many units as required may be connected as clusters of 10 to 16 flywheels per cluster. Each cluster is connected to a AC/DC converter.
POSSIBLE LAYOUTS
OXTO’s flywheel may be installed above ground in a container or directly above ground outdoor installation on a concrete slab. This makes it an easy, fast and cheap installation.
CONTROL OF THE SYSTEM
The DC bus is the backbone of the entire system.
Communication between all DC bus connected devices is vital to ensure correct operation and synchronisation. The flywheel energy storage systems all communicate with a cluster master controller through EtherCAT. This protocol is used to ensure consistent low latency data transfer as is required for fast response times, which is <4ms to bus load changes.
MODES OF OPERATION
There are 3 modes:
Regenerate mode where energy is converted from the kinetic motion of the flywheel into energy capable of charging the capacitor banks. During this operating mode, the flywheel acts similar to a pulsed constant current source, charging the capacitor banks at a constant rate.
Motoring mode where energy is absorbed from the DC bus and converted back into kinetic energy. To ensure a good level of efficiency and ensuring the flywheels are not switching between both modes around the nominal voltage, a hysteresis controller is used to reduce changes around the nominal voltage.
Freewheeling mode where no acceleration or forced deceleration occurs.
IP PROTECTED
UK Patent GB2489523
International Patent PCT/GB2019/052636
USA
Europe
China
India
Australia
Brazil
APPLICATIONS
The move of electricity markets towards decentralised bi-directional systems requires a higher level of power quality and control. Power systems are not operating at their full potential. With the decarbonisation of the global economy, it’s proving challenging to balance grids on a second-by-second basis due to a drop of inertia with the integration of intermittent renewable energy sources.
We target several markets where our product is able to provide high power with very fast response and unlimited cycles.
Power quality for critical industrial processes
Power failures and voltage variations import equipment and productivity of industrials. Conversely, some industrial processes create disturbance on the grid with inrush current.
Flywheels provide:
Peak load capping – save on energy bill
Power conditioning – UPS, voltage sags
Allow transition to renewable energy source for critical loads 4.Reduce impact of industrial process on grid
Grid stability with renewable integration
Flywheels manage both active and reactive power, providing support for frequency and voltage control. Due to their fast response, flywheels may also help on inertia compensation.
Flywheels may be installed as standalone, for grid ancillary services, or in colocation with a renewable power plant for power smoothing.
Energy recovery from braking
Electrical systems or equipment that requires brakes may gain energy efficiency using flywheels. When a train brakes, an elevator lifts down or a crane brings down a container, part of the energy otherwise lost by heat may be stored in flywheels and reused later. Flywheels allow reusing captured energy from trains with flexibility for any usage.
For elevators and seaport cranes, 1 trip up every 3 trips down is operated using energy stored in flywheels.
EV charging anywhere anytime
Electrical systems were not designed to charge EVs, which power demand is highly variable. Charging stations cannot always be installed with a good grid connection. Operators of such stations have high peaks of demand, challenging their power capacity and increasing their electricity expenses.
Flywheels provide a power booster, allowing a decent rate of charge anytime and anywhere, wherever a charging station is located. Flywheel save also on electricity cost by reducing peak power demand.
ROUTE TO MARKET
Our route to market is to work with key partners, namely engineering firms, project developers, utilities, or system operators that have projects and end-users; our system may also be integrated within a larger energy solution.
Our aim is to be top-of-mind for all these stakeholders so as soon as an energy storage challenge occurs, they think of OXTO as their first port of call:
Project developers/operators, utilities. They will integrate technologies to projects; therefore, the objective is to have the proposed product integrated in these projects.
System operators (grid, train systems). Although, depending on the regulations, they usually do not own or operate such assets, they may be interested in pilot projects and their adoption would validate the solution.
Engineering Procurement & Construction. These companies advise and design systems for energy project owners. OXTO’s aim is to be included in their list of preferred and recommended technology providers. They generally operate in several industries.
ProjectDevelopers
Utilities
System Operators
Engineering Companies
CURRENT PROJECTS
OXTO is delivering four (4) projects in Europe, North America and Africa, related to different commercial applications:
FRANCE – SMART CITIES
Our flywheel will be run on a number of different grid stabilization scenarios
KENYA – TEA FACTORY
OXTO will install an 800kW flywheel energy storage system for a tea manufacturing company in Kenya.
The OXTO flywheel will operate as UPS system by covering both power and voltage fluctuation and diesel genset trips to increase productivity. The system will also create power system stability and enable less diesel fuel consumption.
UK – ENERGY RECOVERY FROM TRAIN
OXTO Energy will be integrating our flywheels into a regenerative braking system which will recover energy from the slowing trains by converting its kinetic energy into electricity.
CANADA – MICROGRID
The microgrid will utilize flywheel as part of a hybrid wind/diesel/solar/storage system. This microgrid will also be linked to the distribution network. Our flywheel will be run on a number of different grid stabilization scenarios.
Cabling is an expensive business and must be treated carefully. The expenditure of substitution once the routes are all concealed is bigger. The fault is not always visible like crushing, bending or kinking. Make sure that your cabling installer have made provision to protect installed cabling from other worker’s actions. This is substantially less costly than changing cabling in the future. If cable routes are guarded with no way of opening them between termination and installation, it is ideal to terminate the cables for the time being, so they can be tested before the routes are protected.
Why is Cable Testing Needed?
Cable testing is made to drop down testing times. This is done to check the:
Cable conformity
Cabling quality
Cable functionality
Many times, a fault in a cable can be seen well before it becomes an actual problem. A visual inspection of all the cables in your facility is a great way to find trouble before it causes you a downtime. We look for corrosion on the copper, cracks in the insulation, moisture on the cables and many other indicators of damage to the cables.
Cable faults cost money and create disruption, so there is an enormous demand for cable test techniques to ensure cables and joints are in good condition, and to allow cable faults to be located rapidly.
Cable testing to both predict and then deal with faults is a vital concern for all those involved with the distribution of electricity. A wide range of test techniques and test equipment are available to allow this concern to be effectively addressed, but cable testing can, nevertheless, be a challenging task.
For this reason, a resource that’s as important as the test equipment itself is access to expertise that will help with selecting the best equipment for the job, and using it in such a way that it delivers the best results
What is Done During Cable Testing?
Given below are the tests and inspections that must be done before energizing low voltage cable rated 600V or below.
Compare cable data with drawings and specifications. Pay attention to the number of sets, the cable size, routing, and insulation ratings. Note these items on the test sheet.
Check uncovered parts of cable for material damage. Look at the condition of the cable jacket and insulation of exposed sections. Verify that the connection points match what is shown on the project single-line diagram.
Check bolted electrical connections for high resistance with the use of a calibrated torque-wrench, low-resistance ohmmeter or thermographic survey.
When using a calibrated torque wrench, reference ANSI/NETA Table 100.12 US Standard Fasteners, Bolt Torque Values for Electrical Connections.
The values of similar bolted connections must be compared and check which value shift by more than fifty percent of the smallest value in the case where a low resistance ohmmeter is utilized.
Look at the condition of the exposed cable jacket and insulation when performing a visual inspection on low voltage wire and cable.
Inspect compression-applied connections by verifying that the connector is properly rated for the installed cable size and has the proper indentations.
Perform an insulation-resistance test on each conductor with respect to ground and adjacent conductors. Test period must be for 1 minute using a voltage according to manufacturer’s published data.
If no literature from the manufacturer is available, apply 500 volts dc for 300-volt rated cable and 1000 volts dc for 600-volt rated cable. Insulation-resistance values must be according to the manufacturer’s published data. If no data from the manufacturer exists, the values should be no less than 100 megohms. Perform continuity tests to ensure correct cable connection and phasing.
Verify uniform resistance of parallel conductors using a low-resistance ohmmeter. Measure the resistance of each cable individually and investigate deviations in resistance between parallel conductors.
Given below are various kinds of tests that are conducted on cables:
The following tests are type test of electrical power cable.
Persulphate test (for copper)
Annealing test (for copper)
Tensile test (for Aluminium)
Wrapping test (for Aluminium)
Conductor resistance test (for all)
Test for thickness of insulation (for all)
Measurement of overall diameter (where specified) (for all)
Physical tests for Insulation and Sheath
Tensile strength and elongation at break
Ageing in air oven
Ageing in air bomb
Ageing in oxygen bomb
Hot set
Oil resistance
Tear resistance
Insulation resistance
High voltage (water immersion) test
Flammability test (only for SE-3, SE-4)
Water abortion test (for insulation)
Acceptance test: The following shall constitute acceptance test:
Annealing test (for copper)
Tensile test (for Aluminium)
Wrapping test (for Aluminium)
Conductor resistance test
Test for thickness of insulation and sheath and overall diameter
Tensile strength and Elongation at break of insulation and heath
Hot set test for insulation and sheath
High voltage test
Insulation resistance test
Routine test: The following shall constitute the routine test.
Conductor resistance test
High voltage test
Insulation resistance test
How is Cable Testing Performed?
Given below are the tests done while cable testing is done:
Continuity Test
The continuity test (also called low resistance measurement) is measuring the low resistance of cables, from 1 mΩ to 250 Ω.
The continuity test can be made in 2 or 4 wires according to the resistance to be measured: 2 wires for resistances > 1 Ω, and 4 wires for resistances < 1 Ω.
The continuity test in 2 wires mode consists in injecting a programmable current and measuring voltage and current at the terminals of the resistance to be tested. Ohm’s law will give the exact value.
In four wires mode or Kelvin method continuity test divide the switching matrix into 2 internal buses
directing the test current
conveying the voltage of the terminals of the element under measurement.
Even-addressed points are allocated to the SENSE of the measurement, odd points to injection of the current. This layout is doable all the way through the switching matrix and can be joint with two wire continuity tests.
To give you an example, the continuity test in 4 wires mode lets you carry out measurements on wires of 50 cm length and 5/10 mm cross-section (between 7 and 13 mW) with good resolution.
Insulation Test:
The insulation test also known as high resistance test is always made DC. The insulation test is combined with a short-circuit test and high voltage test in DC.
The insulation test combines several functions.
The insulation test can perform:
determining insulation resistances from fifty kilo ohm to two thousand mega ohm at high voltage i.e. from 20V to 2000V.
measurement of dielectric strength and detection of short circuits.
The insulation test proceeds as follows:
An initial test at low voltage (continuity measurement) to detect any short circuit (1). If a short circuit is found, the insulation test stops (the message SHORT CIRCUIT appears in the error list).
If there is no short circuit, the high voltage is applied. During the programmable rise time (2), if breakdown occurs, the voltage is displayed and the test stops (the breakdown voltage is given in the error list).
If no breakdown occurs and if the voltage does not reach the required value (±10%), the message U<Uprog appears in the error list.
Next, the voltage is applied for the duration of the programmed application time (3). If breakdown occurs during this period, the moment when the fault appears is displayed in the error list and the test stops.
Lastly, if all goes well, at the end of the application time (4), the insulation test is made, and the insulation resistance measured. The tester will add a measurement time as a function of the range requested. The measurement time varies from 20ms to 240ms according to range.
To end the sequence, the tester reduces the high voltage and then discharges the unit tested to an earth resistance (total time 20ms).
This procedure is identical at the end of every measurement of insulation.
The dielectric strength test detects any sudden variation in the increase of the test current outside the programmed limit.
The short circuit test or high voltage test can be programmed out of the test.
Phasing Test:
The correct phasing of all LV circuits shall be checked at all positions where the LV cables are terminated into fuse bases and where any LV cable is run from point to point.
This test shall be performed with an instrument designed for the purpose. Mains frequency voltage of 240 Volts is not acceptable for this test.
The neutral conductor shall be connected to the earth stake for this test.
Earth Resistance Test:
In any overhead or underground network, the earth resistance at any point along the length of a LV feeder is to have a maximum resistance of 10 ohms prior to connection to the existing network.
In any overhead or underground network, the overall resistance to earth Shall be less than 1 ohm prior to connection to the existing network.
High Voltage Test:
The high voltage test (also called dielectric strength test or hipot test) can be made in AC or DC. If the high voltage test is made in DC, it is then combined with insulation; if the high voltage test is made in AC, it is then, this is then, more stressful for the sample and made according to the sketch below.
Measurement of high voltage test under alternating current is performed using an alternating voltage (50Hz) adjustable to an effective 50V to 1,500V. As is the case with direct current, the high voltage test detects any sudden rise of current up to a programmed threshold.
The short circuit test is maintained by default. The rise time is more than 500 ms and the application time at least one period.
Warning: The high voltage test under alternating current is penalized by the capacitive value of the tested equipment. It must be remembered that the generator power is limited to 5 mA.
Benefits of Cable Testing
Product warranties are limited
Testing is less expensive than repair
Periodic testing will futureproof the infrastructure
Published by S. Bhattacharyya1, S. Cobben2, & W. Kling, Electrical Engineering Department, Eindhoven University of Technology, 5600 MB Eindhoven, The Netherlands. E-mails: s.bhattacharyya@tue.nl1; sharmirb@yahoo.com2
Published in IET Generation, Transmission & Distribution. Received on 24th May 2011 – Revised on 29th February 2012, doi: 10.1049/iet-gtd.2011.0801
Abstract
Modern customers use many electronics devices that are quite sensitive to the quality of power supply. Voltage dip is an important power quality (PQ) issue that can cause damage to various customers’ devices and might lead to partial or complete interruption of the operation of an installation. Hence, a customer should know the approximate number and types of voltage dips that can happen at the point of connection (POC) so that he can take preventive measure to protect his installation from voltage dip-related problems. In the recent years, the EN50160 standardisation committee has developed a classification methodology to define voltage dips. The committee also recommended that voltage dip-related responsibilities should be clearly defined in the standard to solve disagreements among the different parties in the network. In this study, first voltage dip simulation is done on a typical medium voltage (MV) network, and approximate number of events in a year at a customer’s POC is estimated. Furthermore, the guidelines are proposed to distinguish voltage dip-related responsibilities of the involved parties in the network. Finally, a case study is described in which the proposed guidelines about voltage dip-related responsibilities are applied.
1 Introduction
At an industrial customer’s installation, many sensitive devices are connected. Those devices might have different sensitivities towards voltage dips and can be distinguished by their individual voltage–tolerance performance curve. The most widely used voltage–tolerance curves are the CBEMA (Computer Business Equipment Manufacturers Association) curve, the ITIC (Information Technology Industry Council) curve and the SEMI 47 (Semiconductor Equipment and Materials International Group) curve [1].
For large industries (such as: semiconductor industries, paper plants, steel industries etc.), voltage dips are considered as critical problem as the whole plant operation might get disrupted and the process has to be restarted. Characterisation of various types of voltage dips and assessment of their impacts on equipment sensitivity is a complex and time-consuming process. A device may respond differently depending on the dip type, magnitude, duration, point on wave of dip initiation and ending, phase shift during dip event, dip energy etc. The analysis of the CIGRE/CIRED JWG 4.110 concluded that ‘process immunity time’ (PIT) is an important indicator for designing a customer’s process efficiently and to minimise process outages because of voltage dips [2]. When a customer chooses low process immunity devices for his installation, then he will not be able to protect the process from various voltage dip events. On the contrary, when he selects the high-process immunity, it means that he has to invest more money for the connected devices to make his installation more immune to different voltage dip events. This choice depends on customer’s installation vulnerability to voltage dips and associated financial consequences. The main contributions of the paper are related to
Estimation of the annual number of voltage dips in a medium voltage (MV) network in the Netherlands using the field measurement results for high-voltage (HV) network and yearly failure statistics of the MV network components.
Suggestions for planning-level and compatibility-level values for voltage dips in the MV networks of the Netherlands.
Discussion on voltage dip-related responsibilities of the involved parties in the power system. This will be supported by a practical case study.
2 Standards on voltage dips
The IEC/TR 61000-2-8 [3] report gives statistical measurement results on voltage dips and short interruptions in different countries of the world. This report stated that the frequency and probability of occurrences of voltage dips at any voltage level are highly unpredictable (both in time and place) as it varies depending on the type of network and the point of observation. In the industries, the standards such as SEMI F42, CBEMA, ITIC, etc are used for defining immunities of various sensitive devices against voltage dips at the installations. Different immunity classes are also specified in the IEC 61000-4-11 standard [4]. The CIGRE/CIRED JWG C4.110 proposed immunity classes for equipment against balanced and unbalanced voltage dips. In the recent years, the CENELEC members proposed a voltage dip classification table (see Table 1) for the EN50160 standard [5] that can be combined with the product class definition for immunity tests of IEC 61000-4-11 standard. The following holds for Table 1:
Areas covered by cells ‘A1 + A2 + B1 + B2’ are illustrative for equipment tested as ‘class 2’ (light yellow shaded areas) of the product standards.
Areas covered by ‘A1 + A2 + A3 + A4 + B1 + B2 + C1’ are valid for equipment tested as ‘class 3’ (all the shaded areas with yellow and green shades) of the product standards. This class of devices has a higher immunity level than that of ‘class 2’ devices.
Table 1 Integrating voltage dip product classification with the EN50160 [5]
The classification of voltage dip events is useful and important for regulation purposes. It can be used as an evaluating tool to measure the network’s voltage dip occurrence frequency over a certain time period. Also, it hypothetically gives a responsibility sharing border between the network operator and the customer/equipment manufacturer. However, standardising on voltage dip limit number is a complex issue as it largely depends on topology of the network, and hence requires a lot of analysis to establish it for voltage quality management purposes.
3 Estimating yearly voltage dip profile for the Dutch grids
In the Netherlands continuous power quality (PQ) measurement is done only in the extra-high and highvoltage networks. Table 2 shows the maximum and average number of dips recorded at a measuring site in the HV network during 2006–2009 [6–9].
The number shown in each cell for each year represents the maximum amount of dips registered at one of the measuring sites. The numbers shown within the brackets of each cell in Table 2 indicate the average number of voltage dips recorded at all measurement sites (e.g. 20 measurement locations in HV network of the Netherlands). From Table 2, the average number of voltage dips per year at a HV site is found approximately 8 based on 4 years measurements. On the other hand, the maximum number of events indicated in the cells had (probably) occurred in different measuring sites. For a worst case scenario, if it is considered that all those maximum number of events mentioned in the Table 2 has occurred at one particular site, then the number of maximum voltage dips would be 52. However, such a situation seldom occurs in reality.
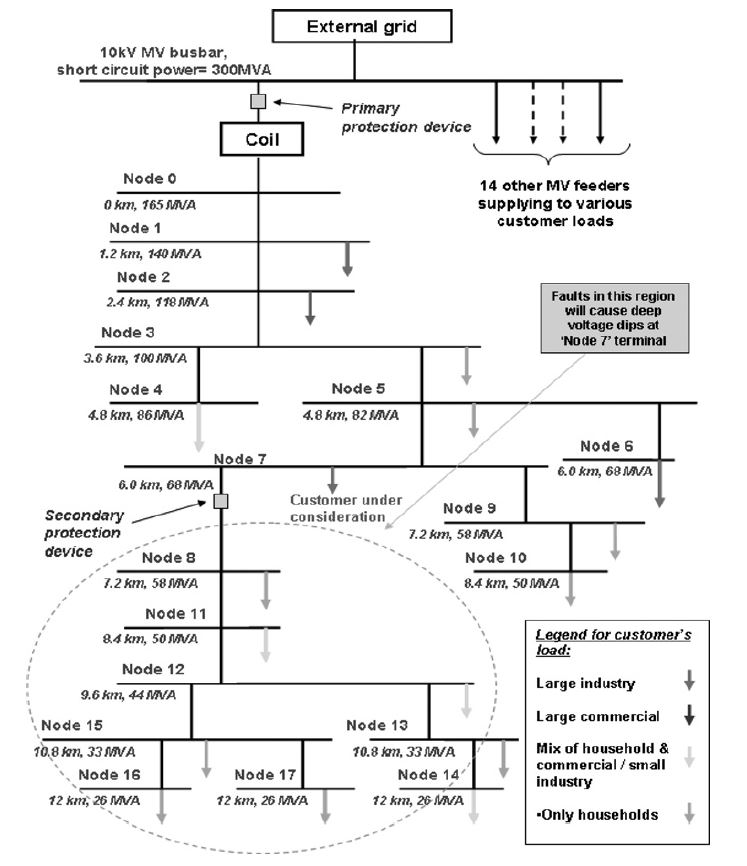
Next, simulation is done on typical MV network model using ‘Power Factory’ software. It is done to find out yearly voltage dip profile of the network because of various fault events within the MV network itself. A typical MV substation consists of 15–20 outgoing feeders and each feeder is of 12 km length on average. Almost every MV feeder in the Dutch network consists of both primary and secondary protection devices. Fig. 1 shows a typical MV feeder and the location of its primary and secondary protections. An industrial customer is assumed to be located at ‘Node 7’ at which the yearly voltage dip statistics will be estimated. In the simulated network, total 15 outgoing feeders are present at the primary MV substation. The response time of the secondary protection is taken as 300 ms and that of the primary protection device is 600 ms.
Fig. 1 MV network used for voltage dip simulation
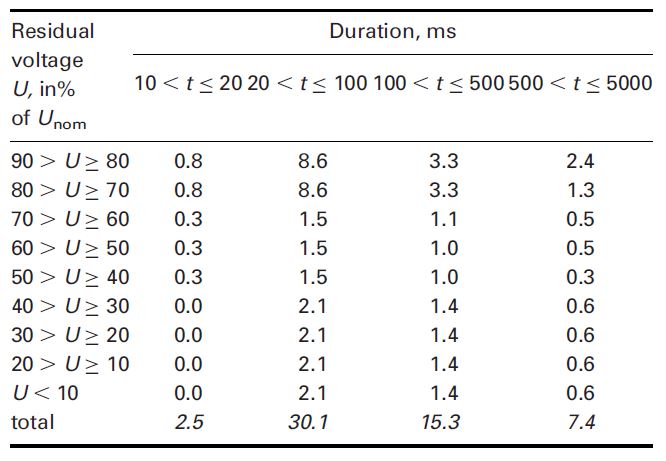
From the network’s national reliability report of the Netherlands [10], it is found that the failure rate of a MV feeder is 0.0243 /km of cable/year and for a MV terminal is 0.012/connection/year. Also, it is assumed that in the MV network 50% faults are of single-phase, 25% are of two-phase and 25% are of three-phase faults [11]. By using the failure data and fault simulation of the MV network, the voltage dip profile at a MV customer’s terminal can be estimated. The faults generated below ‘Node 7’ are cleared by the secondary protection and the customer at ‘Node 7’ faces a deep voltage dip at his terminal. However, when a fault occurs above ‘Node 7’ of that feeder, it is cleared by the primary protection and all customers of the feeder suffer interruption. The annual voltage dip profile at a typical MV customer’s POC (‘Node 7’) is estimated in Table 3. It can be seen that a MV customer is (statistically) expected to face annually 2.5 voltage dip events owing to the various faults in the MV network. Bhattacharyya [12] describes the detailed procedure to estimate voltage dip numbers in the MV networks.
Table 2 Maximum (average) number of voltage dips recorded at a site (all sites) in the HV network
Table 3 Estimated number of dips at a MV customer’s POC due to faults in MV networks
Further, it is assumed that all faults occurring in the HV network are propagating to the MV network. Therefore total number of voltage dips at a MV customer’s POC can be calculated by combining the values of Tables 2 and 3. It can be remarked that the voltage distributions of these two tables are not fully identical. Therefore adjustments are done for the values of Table 2 (such as value indicated in the cell 90 . U ≥ 70 and 10 , t ≤ 20 is divided equally to obtain the values for 90 . U ≥ 80 and 80 . U ≥ 70 with 10 , t ≤ 20). Hence, Table 4 is obtained that indicates average number of voltage dips at a MV customer’s POC in the Netherlands. It is found that there are on average 11 voltage dips/year at a MV customer’s terminal and approximately three events fall in the danger zone, outside the shaded areas of Table 4 (e.g. excluding the areas covered by the green and yellow cells).
Table 4 Average number of dips estimated at a MV customer’s POC
Similarly considering maximum occurrence of dip events (for each cell of Table 2) at a HV site and combining them with the MV simulation results (Table 3), another voltage dip profile is found at a MV customer’s POC (see Table 5). This represents the worst-served (fictitious) site in the MV network. Under such a condition, a MV customer may face a maximum of 55 voltage dips in a year out of which approximately 22 can cause process interruptions when the installation is designed for ‘class 3’ immunity requirements. The numbers found in each cell of Table 5 can be used as an indicative value for the maximum occurrence of voltage dip events at a POC, whereas Table 4 can be used as reference (average) number of voltage dip events/year at a typical MV customer’s POC in the Netherlands.
Table 5 Maximum number of dips estimated at a MV customer’s POC
The probability of occurrence of voltage dip events at a MV customer’s POC can be estimated based on ‘Poisson’s distribution’ function with the assumptions that the occurrence of events is random and the consecutive events are independent of each other [11]. This is a discrete distribution function and calculates the probability of a number of events occurring in a fixed period of time when the average rate of events is known. Fig. 2 shows that when a POC in the MV network registers an average 11 dips/year, then for 95% of the situations the number of voltage dips of that site will be limited to 16 with the maximum probability value 22 dips/year.
Further, to estimate a worse situation in the network, it is assumed that each of the MV customers faces yearly 22 voltage dips. Using the ‘Poisson’s distribution’ function again, it can be found that the number of voltage dips at a MV customer’s POC will be restricted to 30 for 95% of the time in a year (see Fig. 2). In the field measurement in Dutch networks, it was found that most of the MV sites experience less than 15 voltage dips in a year. With the above information, the annual voltage dips numbers at an average MV site in the Netherlands should be limited to 15 (which can be treated as ‘planning-level value’). When the number at a MV site reaches 30 dips in a year, it will be considered as an alarming situation for the network operator (thus can be treated as ‘compatibility level value’).
Fig. 2 Probability of annual occurrence of voltage dips at a MV installation
4 Estimating yearly process failure frequency at a MV customer’s POC owing to voltage dips
An important step in voltage dip performance analysis is to identify the customer’s process performance requirements.
The customer has to decide about the acceptable maximum number of process stoppage possibilities in a year owing to voltage dips. First step is to identify the PIT by including all devices in the process chain and estimate the maximum depth and duration of a voltage dip for which the process can survive. When a voltage dip occurs at a customer’s installation, one or more sensitive devices may trip immediately. However, because of recovery actions they may come back in operation and the process will not be interrupted. By analysing each device and its importance to the whole process chain, the process immunity time and respective voltage tolerance curve for the complete process can be determined. It is also possible that by incorporating some changes in the production chain such as modifying some devices with high immunity class or implementing a mitigation measure in the installation, the process immunity to voltage dips can be increased. The desired immunity requirement for the selected process device can be obtained after analysing the network’s voltage dip profile. It is to be noted that with high immunity requirements of a device, the cost of manufacturing also increases.
As found from Table 4, a typical MV customer can expect yearly on average 11 voltage dips/year at his POC, out of which approximately three events fall in the danger zone, outside the shaded areas of Table 4 (e.g. excluding the areas covered by the green and yellow cells). In an extreme situation, a MV customer can face a maximum of 55 voltage dips in a year out of which approximately 22 can cause process interruptions when the installation is designed for ‘class 3’ immunity requirements (as found from Table 5).
5 Defining responsibility sharing borderlines on voltage dips
PQ mitigation measures can be applied to prevent voltage dip related inconveniences at an installation. As voltage dip mitigation is generally a costly issue, it requires coordinated actions to reach an optimum decision. To implement clear regulation in the electricity supply, the equipment’s performance standard (such as the voltage–time immunity characteristic) should be coordinated with the voltage quality requirements of the network. Such an approach in standards would be useful for all involved parties in the system to minimise voltage dip-related inconveniences. Fig. 3 gives a proposal to define voltage dip-related responsibilities of the three involved parties: the network operator, the customer and the device manufacturer.
Fig. 3 Responsibility borders for different parties about voltage dips in the network
The network operator is responsible to provide information to the customers (when enquired) on various voltage quality parameters such as approximate number of voltage dips on annual basis and their expected characteristics etc. In Table 4, a voltage dip table as per the EN50160 standard format is proposed for medium voltage network in the Netherlands. This gives indication on average number of expected dips on an annual basis, and their respective magnitude and duration. With such information, a network operator will have more insight about the voltage quality performance of his network. If the network operator thinks that a customer’s requirement is too high than the normally offered quality of the supply, he should discuss with the customer before a supply connection agreement is made.
Eliminating voltage dip event completely in the network is not realistic (mainly because of unpredictable natural events); but with robust network design the number of dips can be restricted. Voltage dips of small magnitude with short duration occur relatively frequently in power systems mainly owing to single phase (temporary) faults and are difficult to eliminate [13]. These dips generally do not have major impact on the customer’s POC. However, a customer who is vulnerable to such type of dips should take appropriate measures by himself in protecting the installation. A sensitive customer should also define his process’s typical immunity level based on the voltage–time (‘V-T’) performance of each process device. A process failure can be affected by various factors. Therefore the customer should recognise the uncertainty region where the process may survive or fail depending on certain circumstances. To avoid voltage dip related problems, he can install a mitigation device, or can use highly immune device components that are less sensitive to voltage dips. The network operator, on the other hand, should provide the customer with the expected number (planning-level value) of all types of voltage dips at the POC, as suggested in this paper. If the customer suspects that his installation is vulnerable to those types of dips, he can request the network operator for a special connection that fulfills the desired PQ requirements of his installation. This request may be treated as a ‘special contract’. With such a contract, if the network operator fails to meet the agreed commitment, he will be responsible to pay for the solution and the costs involved.
Device manufacturers, on the other hand, should test their devices for different test voltage conditions to define voltage dip immunity characteristics. While selling a device, they should declare the immunity level of their product in the datasheet. If the device still fails to meet the guaranteed performance that is specified in its datasheet, the device manufacturer will be responsible to solve the problem.
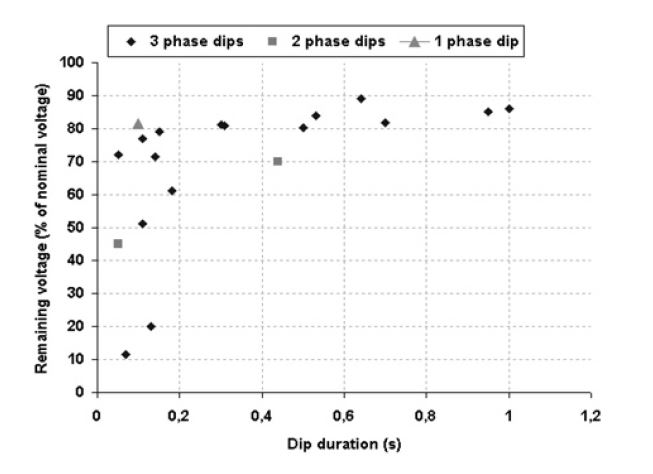
The proposed responsibility sharing guidelines proposed in this paper can be explained by a case study conducted at an industrial customer’s POC. Fig. 4 shows the results of a voltage dip measurement campaign conducted at an automobile customer’s installation over a 5 years period [14].
Fig. 4 Recorded voltage dip-data at the automobile customer’s POC (in 5 years period)
From the measurement records, it can be noticed that many three-phase voltage dips have occurred at the customer’s POC. Most of the three-phase dips were of either small duration or small magnitude (voltage dip with a residual voltage of 80% or more). Those types of voltage dips did not cause much damage to the customer’s process operation, as the connected devices (and components) were found immune to withstand short duration and small magnitude voltage dips. However, it was noticed that the customer still suffered approximately three process outages in a year that caused significant financial losses.
At the considered customer’s installation, there are three departments (the metal operation, spray coating, and assembly) where process interruptions occurred owing to voltage dips. Fig. 5 shows the schematic view of the main process operational chain of the considered ‘automobile’ industry along with its detailed assembly process layout. The damage was due to the failures of many programmable logic controllers and variable frequency drives present in the process. The considered customer lost approximately one million euro during the observation period, with an average of E54,000 per interruption [14]. To minimise voltage dip-related financial losses, various mitigation (immunisation) options can be adopted. A modification in the network such as creating a separate high capacity cable for the customer can influence the number and type of voltage dips at the POC. However, such a mitigation measure in the network is a quite expensive investment and the network operator will not be willing to pay for it easily. In most of the cases, the customer needs to implement a mitigation method in his installation at his own expenses. If the network operator provides the customer with the statistics of voltage dips and an approximate number of occurrences of voltage dips at the POC, the customer can accordingly take action to tackle voltage dip problems at the installation. It is also possible to immune the entire site or the whole process chain against various types of voltage dips, but this measure requires significant investments. In contrast, adapting immunisation for a part of process-chain or a sub-process will be more cost effective and less time-consuming solution. While analysing this case, it was observed that ‘drive’ sub-process of the assembly is the bottleneck for restarting the process after a voltage dip event leading to process interruption. The restarting cost of this process accounts for a significant percentage of the total financial losses related to the voltage dips. Therefore attention was paid to this sub-process to immunise it against the voltage dips.
Fig. 5 Schematic of main departments and the detailed assembly process
A sensitive sub-process can be protected against all voltage dips by using an uninterrupted power supply (UPS) or a flywheel. In this case, customer found that installing UPS is the most cost-effective option in comparison to flywheel. Another option can be to protect the sensitive process against the most frequently occurring dip events only. Installing a dynamic voltage restorer (DVR) can provide voltage support (typically up to 30% of the nominal voltage, for one second) during a voltage dip event. Thus, almost 2/3 of all interruptions owing to voltage dips can be avoided by installing DVR in the ‘assembly’ process. The considered installation did not encounter any financial damage when the residual voltage is more than 82% of the nominal voltage. With the DVR installed, it can provide voltage support of another 30% of the nominal voltage. Thus, the installation will be immune to voltage dip with a residual voltage of 52% of the nominal value or more, as shown in Fig. 6.
Fig. 6 Installation protected by a DVR against voltage dips [15]
It was also estimated in the analysis that the investment for a DVR is almost half of the UPS system. A cost–benefit analysis was done for the customer to select the most cost effective and optimum solution. It was found that installing DVR for the whole assembly chain is the economically optimum. It gives the lowest pay-back period and a positive net present value (NPV) when the minimum lifetime of the installation is taken as 5 years [14].
In the present standards, no limiting value is given regarding the number of voltage dip events at a customer’s POC. Therefore a network operator is not directly responsible to restrict the number of voltage dips in the network. Presently, the customers with sensitive processes take mitigation measures by themselves to minimise voltage dip-related problems at their installations. In many cases, customers implement PQ mitigation device or improve immunities of their installation against voltage dips. The customer of the considered case has also adapted an economically optimum mitigation method (DVR) at his installation to minimise the number of voltage dips causing process interruption. Regulation on the maximum number of voltage dips (of various magnitudes and durations) at a POC could be introduced in the future electricity business to minimise the techno-economic losses of the customers. In this paper, approximate numbers of voltage dips in a year (and the approximate number of dips in each cell of the EN50160 voltage classification table) at a MV customer’s installation are estimated. The network operators in the Netherlands can use this information as reference values while making a PQ contract/agreement with a MV industrial customer. On the other hand, the customer will also be aware of the indicative number of voltage dips that he can face annually at his POC. This will help the customer to design his installation in a more efficient way.
In specific cases, the costs of mitigations can also be shared between the customer and the network operator, based on their mutual agreements.
Presently, many countries of the world are working towards the introduction of voltage quality regulation and identifying the responsibilities of involved parties in the network. In Italy, PQ measurement campaigns are organised and PQ costs for the customers are estimated [16]. Regarding voltage dip, the EN50160 standard methodology was followed to estimate the numbers of dips, process immunity and related outage costs for customers. Further, the responsibilities of the network operator and customers are identified that are comparable with the guidelines proposed in this paper. In South Africa, voltage dip-related responsibilities are specified in their standard [17]. In Sweden, a proposal is given to differentiate various types of voltage dips occurring in different voltage levels [18]. The Swedish energy regulators have defined two parameters to identify the impacts of voltage dips: a maximum permissible event severity (in terms of voltage and duration); and a maximum number of events.
6 Conclusion and further research
In this paper, the annual voltage dip profiles of Dutch networks are estimated. First, the dip profile is found for the HV networks based on the past 4 years field measurement records. It was estimated that on average the customers connected to the HV network will face eight voltage dip events in a year. Next, the HV voltage dip information is combined with the fault statistics of the MV network components to calculate voltage dip profiles at a POC connected in the MV network. Also, the appropriate numbers of dip events in each cell of the EN50160 standard voltage dip classification table are estimated. The annual number of process failures (at a MV customer’s POC) is found out based on the process’s immunity graph and the network’s annual voltage dip profile. In a typical MV network in the Netherlands, an industrial customer can expect approximately 11 voltage dips in a year at the POC; whereas annually three process interruptions can occur when the installation is protected with ‘class 3’ immunity requirements.
Further, it is estimated that the annual number of voltage dips at an average MV site should be restricted to 15 (‘planning-level value’), whereas it will be an alarming situation when this number exceeds 30 (‘compatibility-level value’) in the MV networks of the Netherlands. Assigning a unique compatibility value in the standard for voltage dips is complex as it is largely dependent on voltage level, network type and its topology. Besides that, more research should be done to distinguish between different types of dips and their impacts to various devices and to different parties involved in the network.
Finally, a proposal is given to define voltage dip-related responsibilities for the network operator, the customer and the device manufacturer. As voltage dip mitigation method is quite costly, the decision on investment is to done with utmost care. In this paper, a case study is discussed in which the industrial customer was suffering significant monetary losses because of voltage dips. Therefore the customer performed a cost–benefit analysis for his installation to choose the optimum mitigation method. Based on the 5 years recorded data on voltage dip at the POC, the customer took a cost-effective measure to protect his installation. By that measure, majority of the voltage dips could be avoided that were causing damage to the customer’s installation. Hence, it can be concluded that information on the appropriate number of dips (of different categories) from the network operator would be useful for a customer to design his installation more efficiently and cost effectively.
7 Acknowledgment
The work of this paper is part of the research project ‘Voltage quality in future infrastructures’ (‘Kwaliteit van de spanning in toekomstige infrastructuren (KTI)’ in Dutch), sponsored by the Ministry of Economic Affairs, Agriculture and Innovation of the Netherlands.
8 References
Caramia, P., Carpinelli, G., Verde, P.: ‘Power quality indices in liberalized markets’ (John Willey & Sons Ltd, 2009)
Bollen, M., Stephens, M., Djokic, S., et al.: ‘Voltage dip immunity of equipment and installations.’ Prepared by the members of CIGRE/CIRED/UIE Joint Working Group C4.110, April 2010
IEC 61000-2-8: ‘Electromagnetic compatibility (EMC)–environment– voltage dips and short-circuit interruptions on public electric power supply systems with statistical measurement results’ (International Electrotechnical Commission, 2002, 1st edn.)
IEC 61000-4-11: ‘Testing and measurement techniques-voltage dips, short interruptions and voltage variations immunity tests’ (Published by International Electrotechnical Commission, 2004, 2nd edn.)
Botton, S., Delfanti, M., Vailati, R.: ‘The new edition of EN50160: possible further evolutions’. Presented in the Workshop on Voltage Quality Regulation During the Int. Conf. on Harmonics and Quality of Power (ICHQP), Bergamo, Italy, September 2010
Luiten, R., Smeets, E.L.M.: ‘Spanningskwaliteit in Nederland in 2006’, Doc. No.: 30610502-consulting 07-1088, Arnhem, June 2007 (available in Dutch language only)
Hesen, P.L.J., Otto, R.: ‘Spanningskwaliteit in Nederland in 2007’, Doc. no. 30713201-consulting 08-0639, Arnhem, April 2008 (available in Dutch language only)
Hesen, P.L.J., Otto, R., Boer, J.d.: ‘Spanningskwaliteit in Nederland, resultaten 2008.’ A project of Netbeheer Nederland, Doc. no. 30913199-consulting 09-0473, The Netherlands, April 2009 (available in Dutch language only)
Boer, J.d., Hesen, P.L.J., Otto, R.: ‘Spanningskwaliteit in Nederland resultaten 2009 (laag-, midden- en hoogspanning t/m 150 kV’, Doc. no. 30101070-consulting 10-0786, Arnhem, April 2010 (available in Dutch language only)
Combrink, F.M., Verhees, L., Bloemhof, G.A.: ‘Betrouwbaarheid van elektriciteitsnetten in Nederland in 2008’. A project of ‘Netbeheer Nederland’, Doc. no. 30913184-consulting 09 0420, The Netherlands, May 2009 (available in Dutch language only)
Cobben, J.F.G.: ‘Power quality – implications at the point of connection’. PhD thesis, TU/Eindhoven, 2007
Bhattacharyya, S., Cobben, J.F.G., Kling, W.L.: ‘Assessment of the impacts of voltage dips for a MV customer’. Proc. 14th Int. Conf. on Harmonics and Quality of Power (ICHQP 2010), Bergamo, Italy, September 2010
Ajodhia, V., Franken, B.: ‘Regulation of voltage quality–work package 4 and 5 from project quality of supply and regulation’, Ref. 30620164-consulting 07-0356, February 2007
Lumig, M.V.: ‘Voltage dips at an automobile manufacturer, report on case studies power quality’. Published in Leonardo Energy website January 2008. Available: http://www.leonaro-energy.org
Bhattacharyya, S.: ‘Power quality requirements and responsibilities at the point of connection’. PhD dissertation, TU/Eindhoven, 2011
Delfanti, M., Fumagalli, E., Garrone, P., Grill, L., Schiavo, L.L.: ‘Toward voltage-quality regulation in Italy’, IEEE Trans. Power Deliv., 2010, 25, (2), pp. 1124–1133
Koch, R., Dold, A., Johnson, P., McCurrach, R., Thenga, T.: ‘The evolution of regulatory power quality standards in South Africa (1996–2006)’. Proc. 19th Int. Conf. on Electricity Distribution (CIRED 2007), Vienna, June 2007
Stro¨m, L., Bollen, M.H.J., Kolessar, R.: ‘Voltage quality regulation in Sweden’. Proc. 21st Int. Conf. on Electricity Distribution (CIRED 2011), Frankfurt, June 2011 626
IET Gener. Transm. Distrib., 2012, Vol. 6, Iss. 7, pp. 619–626 625 doi: 10.1049/iet-gtd.2011.0801. www.ietdl.org
Raghawendra Sharan Mishra, Student, Department of Instrumentation & Control, Maharana Pratap College of Technology, Gwalior, India.
Mr. Prasant Kumar, Assistant Professor, Department of Electrical Engineering, Maharana Pratap College of Technology, Gwalior, India.
IJSRD – International Journal for Scientific Research & Development | Vol. 5, Issue 09, 2017 | ISSN (online): 2321-0613
Abstract
Power quality is vital position recently because of the impact on electricity supplier’s equipment manufacture and consumer’s. Power quality is characterized in light of the fact that the variety of current, voltage and frequency in a power framework. It refers to an extensive sort of electromagnetic [EMI] phenomena that symbolize the contemporary and voltage at a given time and at a given area in the strength system. Currently, there are such a lot of industries the usage of technology for production and method unit. This generation calls for high quality and reliability of power supply system. The industries like equipments of manufacturing unit, semiconductor, computer, are very sensitive to the modifications of quality in power supply. Power Quality (PQ) issues encompass a wide variety of disturbances network along with impulse transient, voltage, harmonics distortion, sags/swells, flicker, , and interruptions. Voltage swells/sags can happens more regularly than other Power quality phenomenon. These voltage swells/sags are the maximum undesired power quality troubles inside the power distribution network. The goal and scope of this paper is look at of power excellent (PQ) occurrence in distribution structures.
Key words: Custom power, DSTATCOM, UPQC, DVR, PQ
I. INTRODUCTION
Power quality problem in the power system has showed importance since the late 1980s. The curiosity in Power Quality is related to all three parties worried with the power i.e. Equipment manufacturers utility businesses and electricity buyers. Problems affecting the electric supply that were once considered tolerable by the electricity utilities and users are now frequently taken as a problem to the users of every day equipment. Understanding power quality (PQ) can also be confusing at best. There are two phrases identified in electrical power techniques concerning the quality of power: first-rate power pleasant and terrible power first-rate. Power quality (PQ) can be utilized to explain a power supply that is at all times on hand, continuously within the voltage and frequency tolerances and has a pure sinusoidal wave shape to all equipment, because most equipment was designed on that basis [13]. Unfortunately, most of the equipment that is technical distorts the voltage [12] on the electric distribution system, leading to what is known as poor power quality (PQ).And therefore affecting other apparatus that was once designed with the expectation of constant undistorted voltage, and are for that reason sensitive [11] to power disturbances leading to reduced performance and can reason factors peculiar operation or premature failure. The cost of power quality (PQ) issues can be very high and include the cost of demurrage, lack of customer confidence and, in some cases, equipment damage. Indeed, power quality (PQ) is an important point in the relationship between suppliers and consumers[12] but might become a contractual gratitude that stress on improving power quality(PQ), availability, performance[8] and efficiency and these improvements will have: advantage for industrial customers (customized and flexible availability) and for suppliers utilities.
II. CLASSIFICATION AND IMPACT OF POWER QUALITY PROBLEMS
To make the investigation of PQ issues valuable, the different sorts of unsettling influences should be arranged by magnitude and duration.
A. Under voltages
Brief duration under -voltages are referred to as a “Voltage Dips [IEC]”/” Voltage Sags” Voltage sag [17, 18] is a reduction in the supply voltage magnitude followed by means of a voltage realization after a short period of time. Extreme framework loading, loss of age, inaccurately set transformer taps and voltage. controller unsettling disturbances, causes under voltage. Loads with a poor power factor or a basic lack of reactive power support on a method additionally contribute. Under voltage might also not directly lead to overloading issues as equipment places an increased current to keep power output (e.g. Motor loads).
Fig.1: An example of Under Voltage
B. Voltage Dips
The significant reason of voltage dips on a supply framework is a fault on the framework, i.e. sufficiently remote electrically that a voltage reregulation does not occur. Other sources are the applying of large loads and, occasionally, the apply of large inductive loads [18]. The effect on buyers may only assortment from the irritating (non-occasional light flicker) to the genuine (tripping of sensitive loads and associating of motors).
Fig. 2: An example of voltage sag
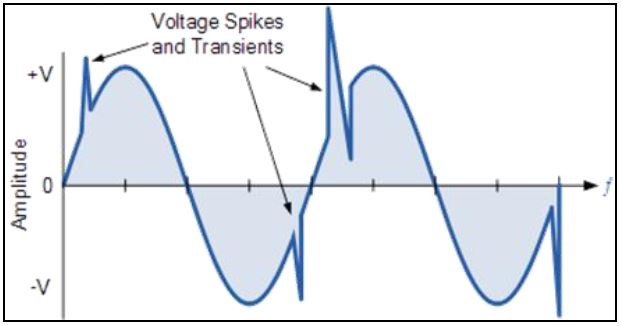
C. Voltage Spikes/Surges
Voltage surges/spikes are the opposite of dips – a arise that may be nearly instantaneous (spike) or happening over a longer duration (surge). These are regularly caused by arcing amid switching and lightning strikes operations on circuit breakers/contactors (fault clearance, circuit switching, particularly switch off of inductive burdens).
Fig. 3: An example of Voltage Surges/Spikes
D. Frequency Variations
Frequency fluctuations that are much enough to cause problems are most often envisage in small isolated networks, due to faulty. Different causes are not kidding overloads on a framework, or representative failures, however on an interconnected network, a solitary governor failure will not widespread disturbances influences of this nature.
E. Very short Interruptions.
Total interruption of electrical supply for length from couple of milliseconds to 1 seconds or 2 seconds. Causes: Mainly because of the opening and programmed reclosure of security gadgets to decommission a faulty section of the framework. The principle fault causes are insulator flashover insulation failure, and lightning
Fig. 4: An example of Very short Interruptions
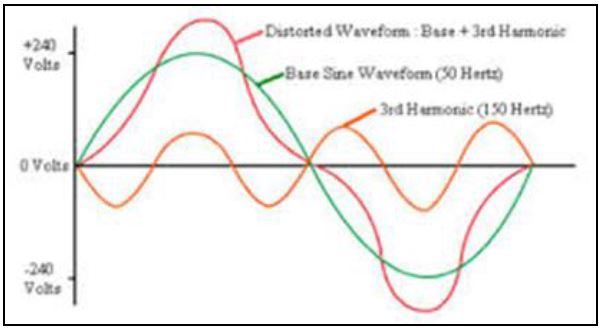
F. Harmonic distortion
Current or voltage or waveforms expect non-sinusoidal shape. The waveform compares to the sum of other sine-waves with various stage and extent, having frequencies that are products of energy framework recurrence.
Causes: Classic sources: electric power machines working over the knee of the magnetization curve (alluring drenching), arc furnaces, rectifiers, welding machines and DC brush engines.
Modern sources: every single nonlinear load, for example, power electronics equipment including ASDs, , data preparing equipment, switched mode power supplies high efficiency lighting.
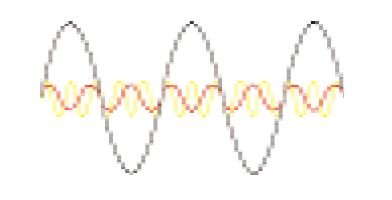
Fig. 5: An example of harmonic distortion
G. Voltage fluctuation
Oscillation of voltage esteem, amplitude regulated by a signal with frequency of 0 to 30 Hz. Causes: frequent start/stop of electric power motors (for instance elevators), Arc furnaces, oscillating loads. Consequences: Most outcomes are common to under voltage. The most perceptible outcome is the Flickering of lighting and screens, giving the impression of precariousness of visual observation.
III. VOLTAGE STABILITY METHODS
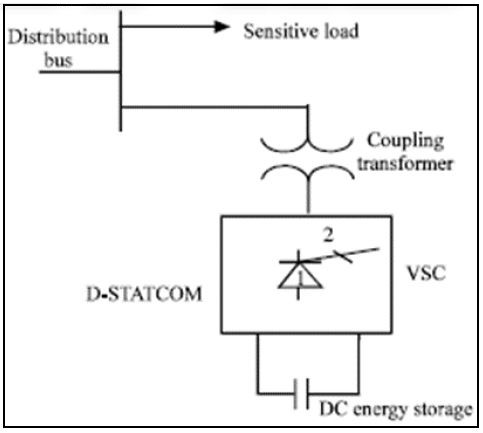
A. Distribution Static Compensator (DSTATCOM)
DSTATCOM is a Voltage source inverter (VSI) based static compensator device (FACTS controller, STATCOM) connected to keep up transport voltage lists at the required level by of providing or accepting receptive power in the conveyance framework. It is associated in shunt with dispersion connect with the assistance of coupling transformer. The single line diagram [SLD] of DSTATCOM is appeared in indicated fig.6. The DSTATCOM comprises of a VSI, dc voltage, energy storage device, an air conditioner filter and coupling transformer.
Fig. 6: Schematic diagram of DSTATCOM
In the power circuit, voltage source of inverter (VSI) converts DC voltage into controllable ac voltage, connected by ac filter and associated with AC distribution network through coupling transformer. The DSTATCOM can also absorbed and rely active power, by using energy storage in sufficient amount or renewal energy resources. The working rule of DSTATCOM that it constantly direction and screens the load currents and voltages, decides the measure of remuneration required by distribution system for a need of disturbances. In this plan the active power flow is controlled by the point between the ac framework and Voltage source inverter (VSI) voltages, the reactive power flow is controlled by the distinction between the adequacy of these voltages. The DSTATCOM works in both current and voltage control modes.
B. Static Series Compensator
Static series compensator is otherwise called Dynamic Voltage Restorer (DVR). It is a high-speed switching power electronic controlling gadget. Otherwise called series voltage booster. Dynamic Voltage Restorer (DVR) is a series connected custom power electronics device, designed to inject a dynamically regulated voltage in phase and magnitude in to distribution line by means of coupling transformer to correct load voltage. The summed up square diag. of DVR is appeared in the Fig 7.
Fig. 7: Schematic diagram of DVR
It consists of an energy storage device or renewal energy resources, a boost converter (dc to dc), voltage source inverter (VSI), ac filter and coupling transformer, connected in series. Here dc capacitors elements is used as energy storage device, which is interface by a boost converter. The boost converter controlled the voltage over the dc link capacitor that utilizations as a typical voltage hotspot for the inverters. The inverter methodology generates a compensating voltage, which is inserted into distribution system through series matching transformer. In the case of voltage reregulation, the Dynamic Voltage Restorer (DVR) controllers generate a reference voltage, and compare it with inject synchronized voltage and source voltage to maintain the load voltage constant. The energy storage elements provide the required power to synchronized injected voltage.
The ac filter evacuates the impacts on winding of coupling transformer and power electronics switching losses of control signal producing systems for voltage source of inverter (VSI).
Where Vs(t) supply voltage, Vi(t) infusion voltage of DVR, and Vl(t) load voltage are associated in arrangement. the load voltage is given as:
Vl(t)=Vi(t)+Vs(t)
Along these lines DVR is supposing as an external voltage source of controlled frequency, phase angle, and abundancy. The point of utilizing DVR is to keep up the phase angle, amplitude and of fixed load voltage.
C. Unified Power Quality Compensator (UPQC)
It is a typical operation of shunt active and arrangement conditioner. Shunt active power filter strength of the current compensation, series active power filter strength of voltage compensation allow quelling of various power quality problem. The single line diagram (SLD) of unified power quality compensator (UPQC) is appeared in Fig 8. To repay under voltage shunt associated active conditioner need to absorb active power injected by arrangement compensator in arrangement to remunerate overvoltage active conditioner retain active power keeping DC connect charged. Two kind of are unified power quality compensator (UPQC) are proposed in literature overviews. One is called Left-Shunt UPQC and another is known as Right Shunt UPQC. The general execution of right-shunt unified power quality compensator (UPQC) is superior to anything left-shunt unified power quality compensator (UPQC). At the point UPQC is related between two feeders by then, called IUPQC.
Fig. 8: Schematic diagram of UPQC
IV. CONCLUSION
This paper Discussed a brief review of power devices which has been installed in power distribution network to remove various power quality fluctuations;, flicker, power factor decrease, dip, current harmonics, voltage sag/swells. These power electronics devices applied at the distribution system with purpose of protect whole plant, loads, feeder. The A. Distribution Static Compensator (DSTATCOM), which is associated in shunt can give great power quality in both appropriation and transmission. Unified Power Quality Compensator (UPQC) is the key of power devices, can regulate both current and voltage related problems at the same time. This entire device integrated to form custom power area.
REFERENCES
[1] M.B. Brennen and B. Banerjee, “Low cost, high performance active power line conditioners”. Proc. Conf. PQA 94, Part 2, Amsterdam, The Netherlands, Oct. 24- 27, 1994. [2] J.M. Powell, “Power conditioning system and apparatus” U.S.Patent 4, 544, 877, Oct.1, 1985. [3] “Comprehensive monitoring—covering all aspects” http://www.powerquality.com/art0031/art1.ht m [4] Dennis Stewart, “Cover Story: Power monitoring technology Dispelling—metering myths” http://www.powerquality.com/articles.html [5] Marty Martin, “Common power quality problems and best practice solutions,” Shangri-la Kuala Lumpur, Malaysia 14. August 1997. [6] David Chapman, “Electrical design—A good practice guide”,CDA Publication 123, Dec. 1997. [7] D.D. Sabin and A. Sundaram, “Quality enhances reliability”.IEEE Spectrum, Feb. 1996. 34-41. [8] N.G. Hingorani, “Introducing custom power,” IEEE Spectrum, Jun. 1995, 41-48. [9] “Details of equipment sensitivity,” http://www.powerquality.com/pqpark/pqpk1052.hm. [10] A. Rash, “Power quality and harmonics in the supply network a look at common practices and standards,” in Proc. on MELECON’ 98, Vol.2, pp.1219-1223, May1998. [11] R.C. Sermon, “An overview of power quality standards and guidelines from the end-user’s point-of-view,” in Proc. Rural Electric Power Conf., pp. 1-15, May 2005. [12] IEC 61000-4-30, “Testing and measurement techniques – Power quality measurement methods,” pp. 19, 78, 81,2003. [13] EN 50160, “Voltage characteristics of electricity supplied by public distribution systems,” 1999. [14] M.H.J. Bollen, Understanding Power Quality Problems: Voltage Sags and Interruptions, New York, IEEE Press, 1999 [15] E. Styvaktakis, M.H.J. Bollen, I.Y.H. Gu, “Classification of power system events: Voltage dips,” 9th International IEEE Conference on Harmonics and Quality of Power, Orlando, Florida USA, Vol. 2, pp. 745- 750, October 1-4, 2000. [16] A. Domijan, G.T. Heydt, A.P.S. Meliopoulos, S.S. Venkata, S. West, “Directions of research on electric power quality,” IEEE Transactions on Power Delivery, Vol. 8, pp. 429-436, 1993. [17] R.C. Dugan, M.F. McGranaghan, and H.W. Beaty, Electric Power Systems Quality, New York, McGraw-Hill, 1996. [18] J. Arrillaga, N.R. Watson and S. Chen, Power system quality assessment, John Wiley and Sons, 2000. [19] IEEE Working Group on Voltage Flicker and Service to Critical Loads, “Power Quality—Two Different erspectives,” presented at IEEE/PES 1900 Winter Meeting,Atlanta, GA, Feb. 1990. [20] IEEE Recommended Practice for Monitoring Electric Power Quality, IEEE Standard 1159– 1995. [21] H.J. Kim, K.C. Seong, J.W. Cho, J.H. Bae, K.D. Sim, S. Kim, E.Y. Lee, K. Ryu and S.H. Kim, “3 MJ/750 kVA SMES System for Improving Power Quality,” IEEE Trans. on Superconductivity, Vol. 16, issue 2, pp. 574- 577, June,2006. [22] W.M Grady, M.J. Samotyj, and A.H. Noyola, “Survey of active power line conditioning methodologies,” IEEE Trans. Power Delivery, Vol. 5, pp. 1536–1542, 1990. [23] B. Singh, K. AL Haddad and A. Chandra, “A review of active filters for power quality improvement,” IEEE Trans. Ind. Electron., Vol. 46, pp. 960–970, 1999.
Making a product “safe” requires an understanding of the “hazards” that exist in each electrical product. Certain potential hazards are inborn in all electrical products because of the manner in which they are powered and how they perform their intended functions. Even though a product requires an electrical power source and uses electrical or electronic components, it should not present an electrical shock hazard to the user.
Four fundamental hazards must be evaluated as part of any product safety evaluation:
Electrical shock
Mechanical/physical injury
Low voltage/high energy
Fire
Although additional safety requirements are also included in most safety standards, these four hazards are the foundation upon which all safety standards are based.
Electrical shock and its effects can be caused and influenced by several factors. The primary effect is the result of electrical current passing through the human body. Severity of the injury to the human body is directly affected by such variables as: the nature of the electrical voltage (AC vs. DC); the pathway through the human body; conductivity of the contact (wet or dry); the size and shape of the individual involved i.e., the person’s impedance), duration of the contact, and the size of the contact area. All these affect the magnitude of current that flows through the person’s body.
Most safety standards address the shock issue by incorporating requirements that instructs appropriate product enclosures: connectors that do not allow direct user access, good dielectric or insulating barriers, as well as very low leakage current. Not all voltage potentials, however, are considered hazardous. Some are considered safe for user contact because of the low levels at which they operate. Since the standards are very specific about these limits, manufacturers must be careful to test their products against the right product standard to be sure that the products are safe.
Why Electrical Safety Testing is Done?
Testing electrical and electronic products for electrical safety is intended to identify the potential risk of electrical shock to users. It is a statutory obligation in most cases. If your premises are open to the public, i.e. pubs, schools, cinemas, clubs, churches, dentists, doctors etc. then you most likely need to be inspected yearly. If you are a private dwelling then you should be tested at least every 10 years.
Electrical testing is often overlooked by ignorance, many companies now delegate the responsibility to dedicated companies. Carelabs keeps a data base of all tests and the results, when they are performed. This way there will be clarity.
Electrical Testing is Important!!
Carelabs conducts electrical testing of the fixed equipment (cables, sockets, lights, etc.) and PAT (Portable Appliance Testing) simply put if it has a plug on it, it will and has to be tested. This is a requirement for all types of installation, Industrial, Commercial and Domestic. Home-owners wishing to sell their dwelling can use our same service to make the test results available to potential purchase.
Electrical safety is mandatory for legal access to every major country in the world. It can help prevent unsafe products from reaching the market, reducing the number of deaths and injuries, as well as costly product recalls and potential litigation. Manufacturers whose products that have been tested and certified to applicable electrical safety standards send a clear signal to buyers and the general public of their commitment to user safety. This question is many manufacturers want to ask, surely the general answer is “because it is regulated in safety standard”.
Both Producer and designer should do their duty to protect consumer safety on safety protection of special product. Passing safety verification doesn’t mean the danger won’t occur. The designers should browse safety related information on usual days, new standard announcement and new test method will effect on test basis of related product.
Electric shock:
Electrical shock is caused by flow of current through human body. This kind of electrical shock has direct effect on human body, the seriousness of injuries depends on degree of electrical energy, humidity, and time duration of the conduction. Shock hazards vary in severity and range from a tingling sensation to a lethal jolt. Identifying, correcting, and eliminating shock hazards are the primary reasons for electrical safety testing.
Electrical shock includes the following four kinds of test:
Dielectric Withstand / Hipot Test: Withstand test apply high voltage on power and ground terminal circuit of product to measure its collapse status.
Leakage Current Test: Inspects whether leakage current of AC/DC power flows to ground terminal is over standard.
Protective Ground: Inspect whether metal mechanics of accessible part surely grounding.
These tests will be discussed in detail in the following content.
Consider your laptop. Most of the time it presents no shock hazard to you. However, when you plug it into the charger and connect the charger to a wall outlet, you now have a possibility for a shock hazard. If the insulation between the charger and your laptop were to fail, the primary voltage applied to the charger could be present on conductive surfaces to which you have access.
We perform the following equipment checks during visual and physical inspection of all equipment:
1.Check for obvious damage or defects in the accessories, connectors, plugs or extension outlet sockets; and for discoloration that may indicate exposure to heat, chemicals or moisture.
Note: For low-voltage portable equipment and cord extension sets fitted with AS/NZS 3112 type (flat pin) plugs and extension sockets, the use of clear backed or integrally moulded (non re-wireable) plugs, and cord extension sockets is recommended. Clear backed plugs and sockets facilitate the easy inspection of the effectiveness of the sheath grip.
2.Check that flexible cords are effectively anchored to equipment, plugs and cord extension sockets.
Note: This inspection, including flexing and straining at points of entry and clamping points by the application of reasonable combination of push/pull and rotary movements, may detect broken strands or loose connections.
3.Check for damage to flexible cords that:
The inner cores of flexible supply cords are not exposed or twisted.
The external sheaths are not cut, abraded, twisted, or damaged to such an extent that the insulation of the inner cores is visible.
Unprotected conductors or the use of banding insulation tape are not in evidence.
Note: Carefully running the supply cord through the hand will often detect internal damage such as twisted conductors or broken core filling. Connecting the plugs/sockets of extension leads together helps to confirm that the terminals have not spread.
For portable outlet devices (power boards), check that the warning indicating the maximum load to be connected to the device is intact and legible.
4.Check that any operating controls are in good working order – that they are secure, aligned and appropriately identified.
5.Check that covers, guards, and the like are secured in the manner intended by the manufacturer or supplier.
6.Check that ventilation inlets and exhausts are unobstructed.
How do We Conduct Electrical Safety Testing?
IEC 60335 is the most widely applied standard for electrical safety testing, especially for domestic appliances. Many safety testing standards in the world have been based on it. Electric safety testing will help
Find any potential electric shock risks and fire hazards.
Identify any defective electrical work.
Highlight any lack of earthing or bonding.
Tests are also carried out on wiring and fixed electrical equipment to check that they are safe.
Following are the basic tests we conduct during electrical safety testing:
High Voltage Test (HiPot test/Dielectric voltage-withstand test)
High voltage test also known as HiPot test or dielectric voltage-withstand test is a non-destructive test that determines the adequacy of electrical insulation for the normally occurring over voltage transient. This is a high-voltage test that is applied to all devices for a specific time in order to ensure that the insulation is not marginal. Hipot tests are helpful in finding nicked or crushed insulation, stray wire strands or braided shielding, conductive or corrosive contaminants around the conductors, terminal spacing problems, and tolerance errors in cables. It guarantees no current flows from one point to another point.
HiPot test is opposite of continuity test. Continuity Test checks surety of current flows easily from one point to another point while Hipot Test checks surety of current would not flow from one point to another point (and turn up the voltage really high just to make sure no current will flow).
Hipot testers usually connect one side of the supply to safety. The other side of the supply is connected to the conductor being tested. With the supply connected like this there are two places a given conductor can be connected: high voltage or ground. When you have more than two contacts to be hipot tested you connect one contact to high voltage and connect all other contacts to ground.
Testing a contact in this fashion makes sure it is isolated from all other contacts. If the insulation between the two is adequate, then the application of a large voltage difference between the two conductors separated by the insulator would result in the flow of a very small current. Although this small current is acceptable, no breakdown of either the air insulation or the solid insulation should take place. Therefore, the current of interest is the current that is the result of a partial discharge or breakdown, rather than the current due to capacitive coupling
Steps to be followed during HiPot tests are:
Only electrically qualified workers may perform this testing.
Open circuit breakers or switches to isolate the circuit or Cable that will be hi-pot tested.
Confirm that all equipment or Cable that is not to be tested is isolated from the circuit under test.
The limited approach boundary for this hi-pot procedure at 1000 volts is 5 ft. (1.53m)so place barriers around the terminations of cables and equipment under test to prevent unqualified persons from crossing this boundary.
Connect the ground lead of the HIPOT Tester to a suitable building ground or grounding electrode conductor. Attach the high voltage lead to one of the isolated circuit phase conductors.
Switch on the HIPOT Tester. Set the meter to 1000 Volts or pre decide DC Voltage. Push the “Test” button on the meter and after one minute observe the resistance reading. Record the reading for reference.
At the end of one minute test, switch the HIPOT Tester from the high potential test mode to the voltage measuring mode to confirm that the circuit phase conductor and voltage of HIPOT Tester are now reading zero volts.
Repeat this test procedure for all circuit phase conductors testing each phase to ground and each phase to each phase.
When testing is completed disconnect the HIPOT Tester from the circuits under test and confirm that the circuits are clear to be re-connected and re-energized.
To PASS the unit or Cable under Test must be exposed to a minimum Stress of pre decide Voltage for 1 minute without any Indication of Breakdown. For Equipment with total area less than 0.1 m2, the insulation resistance shall not be less than 400 MΩ. For Equipment with total area larger than 0.1 m2 the measured insulation resistance times the area of the module shall not be less than 40 MΩ⋅m2.
Ground Protection Test
Ground protection consists of two kinds of test method:
Ground Continuity test (GC) and
Ground Bond test (GB)
The purpose of ground protection test is for protecting users from electrical hazards from touching equipment when unsuitable current is created and flows to the earth. The test method of ground continuity is inputting 1 ampere DC current to power terminal for confirming the resistance value between two ends is lower than 1Ω. Ground bond test is to inputting 25A or 1.5 times rated current to power terminal and check resistance values are lower than 100mΩ.
This test will ascertain whether the earth continuity between the earth supply to the equipment and the internal component earth connections and the metal casing of the equipment are earthed correctly.
Electrically isolate power supply at fused spur switch and remove fuse. (Always ensure the boiler is fused at 3 amps on completion of work).
Set Multimeter on ohms scale for resistance readings.
First put black lead from Multimeter to the retaining screws of the fused socket connection and then the red lead from the multi meter to the boiler casing.
The resistance reading must be no more than 1 ohm and whenever the resistance reading proves to be more than 1 ohm, there is a fault present and must be traced and rectified before proceeding any further. Check all the earth wires for continuity and check all connections are secure.
Poor grounding not only increases the risk of equipment failure; it is dangerous. Facilities need to have adequately grounded electrical systems so in the event of a lightning strike, or utility overvoltage, current will find a safe path to earth.
Simple grounding systems consist of a single ground electrode driven into the ground. The use of a single ground electrode is the most common form of grounding and can be found outside your home or place of business. Complex grounding systems consist of multiple ground rods; connected mesh or grid networks; ground plates; and ground loops. These systems are typically installed at power generating substations, central offices, and cell tower sites.
Warning: Poor earth continuity or no earth continuity at all will create a dangerous situation, as any metal parts that should be earthed may become live and a short circuit may cause an electric shock
Insulation Resistance Test
Insulation resistance test is non-destructive test and can detect if insulation is good. In some regulation, do insulation resistance test firstly then withstand test. When insulation resistance test fails usually withstand voltage test also fails.
The standard insulation resistance test is divided into four steps:
Charge
DWELL
Test
Discharge
This is the simplest of the tests. After the required connections are made, you apply the test voltage for a period of one min. (The one-min interval is an industry practice that allows everyone to take the reading at the same time. In this way, comparison of readings will be of value because, although taken by different people, the test methods are consistent.) During this interval, the resistance should drop or remain relatively steady. Larger insulation systems will show a steady decrease, while smaller systems will remain steady because the capacitive and absorption currents drop to zero faster on smaller insulation systems. After one min, read and record the resistance value.
The Insulation Resistance Test consists in measuring the Insulation resistance of a device under test, while phase and neutral are short circuited together. The measured resistance has to be higher than the indicated limit from the international standards. The measured resistance indicates the condition of the insulation between two conductive parts. An infinite resistance would be the perfect result, but no insulator is perfect, so the higher the reading the better. To perform the tests needed, you will need an Insulation Resistance Tester or a multifunctional tester such as Megger.
You can use it as:
A quality control measure at the time a piece of electrical equipment is produced.
An installation requirement to help ensure specifications are met and to verify proper hook-up.
A periodic preventive maintenance task, and
A troubleshooting tool.
Obviously, it’s a good idea to have a basic familiarity with the item you’re testing. Basically, you should know what is supposed to be insulated from what. The equipment you’re testing will determine how you hook up your meghommeter.
When performing insulation resistance testing, you must maintain consistency. Why? Because electrical insulation will exhibit dynamic behavior during the course of your test; whether the dielectric is “good” or “bad.” To evaluate a number of test results on the same piece of equipment, you have to conduct the test the same way and under the relatively same environmental parameters, each and every time. Your resistance measurement readings will also change with time. This is because electrical insulation materials exhibit capacitance and will charge during the course of the test. This can be somewhat frustrating to a novice. However, it becomes a useful tool to a seasoned technician.
Leakage Current Test
Leakage current is the current that flows from either AC or DC circuit in an equipment to the chassis, or to the ground, and can be either from the input or the output. If the equipment is not properly grounded, the current flows through other paths such as the human body. The difference between leakage current test, withstanding voltage test and grounding protection test is the process of testing an equipment under running status. Whatever be the national standard regulation or region standard regulation, the standard of leakage current is different depending on the insulation types of products. “CLASS I, II, III” (which derived from IEC system) A brief descriptions is given below:
CLASS I indicates anti-shock protection of product not only depends on basic insulation but also includes grounding method.
CLASS II indicates anti-shock protection of product not only depends on basic insulation but also includes additional precaution. For example double or reinforce insulation but without grounding or installation condition for relying precaution.
CLASS III indicates anti-shock protection of product depends on power voltage is safety extra-low voltage (SELV) and it don’t generate danger voltage.
Leakage Current Test or a line voltage leakage current test simulates the effect of a person touching exposed metal parts of a product and detects whether or not the leakage current that would flow through the person’s body remains below a safe level. A person typically perceives current flow through his body when it reaches or exceeds 1mA (one thousandth of an ampere). Current above the threshold can cause an uncontrolled muscular spasm or shock. The leakage current is measured by applying a fixed voltage and measuring the voltage across the shunt that is a result of the leakage current. The reference design uses different switchable shunt resistances, which are switched on in a sequence to measure the insulation resistance. When there is a dead short, the insulation resistance is 0 Ω and a full current (or maximum) can pass through the insulation resistance. At this point in the measurement having a smaller shunt value (by turning on all of the switches) is mandatory. In the other case, when the insulation is higher, a higher shunt value is required. The leakage current flowing through the shunt or shunts is measured using a current shunt monitor
How to Select the Correct Safety Test Equipment
The first step to select safety test equipment is to realize your basic requirement, it may be the safety standard your company product need to accord. The test is for promoting product function requirement and consideration of cost and efficiency.
Since hipot tests are usually required for 100% of the units in a production line, and since hipot tests are more stringent, line voltage leakage tests are normally specified as design or type tests and not as production line tests.
Benefits of Electrical Safety Testing
Business Interruptions:
The more power your facility uses, the greater the risk of a failure. Electrical failures are inevitable without preventive maintenance.
Life/Safety Risks:
Electrical distribution system malfunctions are now the leading cause of office structure and basic industry fire in the North America. DON’T RISK IT! Let us help!
Utility Costs:
Without Preventive Maintenance the Electrical Distribution System itself can waste on average $1,000 to $4,000 in Electric Utility Cost annually! We can help to identify and eliminate these wasted costs!
Surge Suppression:
80% of all transients are generated internally by starting and stopping of elevators, motors, heating and air conditioning equipment and manufacturing equipment. Electrical transients, which are spikes of current and/or voltage in a circuit, cause degradation in equipment which commonly get mistaken for manufacturer quality and equipment age. We can help develop a surge suppression plan to ensure the maximum possible protection of your assets.
Power Quality Analysis:
Power quality problems cause loss of data and malfunction of computerized equipment. We can identify and help you eliminate these problems.
Insurance/Certification:
Insurance companies lose millions of dollars each year due to electrical failure. When insurance companies lose so do their customers. More and more insurance companies are encouraging their customers to participate in electrical preventive maintenance. It’s a savings for all.
Asset Management:
The average life expectancy of your Electrical Distribution System is only 15 years when electrical preventive maintenance does not exist. When your electrical system is cared for its life expectancy goes to an average of 30 years. We can help you plan for large upgrades, and avoid emergency repairs.
Published by Bill Brown, P.E., Square D Engineering Services.
Basic Principles
The selection of system voltages is crucial to successful power system design. Reference [1] lists the standard voltages for the United States and their ranges. The nominal voltages from [1] are given in table 4-1. As can be seen, ANSI C84.1-1989 divides system voltages into “voltage classes.” Voltages 600 V and below are referred to as “low voltage,” voltages from 600 V-69 kV are referred to as “medium voltage,” voltages from 69 kV-230 kV are referred to as “high voltage” and voltages 230 kV-1,100 kV are referred to as “extra high voltage,” with 1,100 kV also referred to as “ultra high voltage.” The emphasis of this guide is on low and medium voltage distribution systems.
Table 4-1: Standard nominal three-phase system voltages per ANSI C84.1-1989
The choice of service voltage is limited to those voltages which the serving utility provides. In most cases only one choice of electrical utility is available, and thus only one choice of service voltage. As the power requirements increase, so too does the likelihood that the utility will require a higher service voltage for a given installation. In some cases a choice may be given by the utility as to the service voltage desired, in which case an analysis of the various options would be required to arrive at the correct choice. In general, the higher the service voltage the more expensive the equipment required to accommodate it will be. Maintenance and installation costs also increase with increasing service voltage. However, equipment such as large motors may require a service voltage of 4160 V or higher, and, further, service reliability tends to increase at higher service voltages.
Another factor to consider regarding service voltage is the voltage regulation of the utility system. Voltages defined by the utility as “distribution” should, in most cases, have adequate voltage regulation for the loads served. Voltages defined as “subtransmission” or “transmission”, however, often require the use of voltage regulators or load-tap changing transformers at the service equipment to give adequate voltage regulation. This situation typically only occurs for service voltages above 34.5 kV, however it can occur on voltages between 20 kV and 34.5 kV. When in doubt the serving utility should be consulted.
The utilization voltage is determined by the requirements of the served loads. For most industrial and commercial facilities this will be 480 Y/277 V, although 208 Y/120 V is also required for convenience receptacles and small machinery. Large motors may require 4160 V or higher. Distribution within a facility may be 480 Y/277 V or, for large distribution systems, medium voltage distribution may be required. Medium voltage distribution implies a medium voltage (or higher) service voltage, and will result in higher costs of equipment, installation, and maintenance than low voltage distribution. However, this must be considered along with the fact that medium voltage distribution will generally result in smaller conductor sizes and will make control of voltage drop easier.
Power equipment ampacity limitations impose practical limits upon the available service voltage to serve a given load requirement for a single service, as shown in table 4-2.
Voltage drop considerations
Because all conductors exhibit an impedance to the flow of electric current, the voltage will not be constant throughout the system, but will tend to drop as one moves closer to the load. Ohm’s Law, expressed in phasor form for AC circuits, gives the basic relationship for voltage drop vs. the load current:
where
Vdrop is the voltage drop along a length of conductor or across a piece of equipment in volts
Il is the load current in amperes
Zcond is the conductor or equipment impedance, in ohm
Thus, the larger the load current and larger the conductor impedance, the larger the voltage drop. Unbalanced loads will, of course, give an unbalanced voltage drop, which will lead to an unbalanced voltage at the utilization equipment.
A voltage drop of 5% or less from the utility service to the most remotely-located load is recommended by NEC article 210.19(A)(1), FPN No. 4. Because this is a note only, it is not a requirement per se but is the commonly accepted guideline.
Table 4-2: Power equipment design limits to service voltage vs. load requirements, for a single service
Because conductor impedance increases with the length of the conductor, it can be seen that unless the power source is close to the center of the load the voltage will vary across the system, and, further, it can be more costly to maintain the maximum voltage drop across the system to within 5% of the service voltage since larger conductors must be used to offset longer conductor lengths.
Also from equation (4-1) it can be seen that as load changes, so does the voltage drop. For a given maximum load, a measure of this change at a given point is the voltage regulation, defined as
where
Vno load is the voltage, at a given point in the system, with no load current flowing from that point to the load.
Vload is the voltage, at the same point in the system, with full load current flowing from that point to the load.
Another source of concern when planning for voltage drop is the use of power-factor correction capacitors. Because these serve to reduce the reactive component of the load current they will also reduce the voltage drop per equation (4-1). Both low and high voltage conditions, and voltage imbalance, have an adverse effect on utilization equipment (see [2] for additional information). Voltage drop must therefore be taken into account during power system design to avoid future problems.
References
[1] American National Standard Preferred Voltage Ratings for Electric Power Systems and Equipment (60 Hz), ANSI C84.1-1989.
[2] IEEE Recommended Practice for Electric Power Distribution for Industrial Plants, IEEE Standard 141-1993, December 1993.
Published by Norbert EDOMAH, Industrial Co-ordinator, Institute for Industrial Technology (IIT), Lagos, Nigeria. E-mail: ncedomah@yahoo.co.uk
Published in CIRED 20th International Conference on Electricity Distribution, Prague, 8 -11 June 2009.
ABSTRACT
Poor power quality has come to stay in most parts of the world. In most part of Africa, especially in Nigeria, it is almost normal not to have good clean power free from disturbances. If power equipment and loads could talk or express feelings, I am sure they would have made a big protest against the great injustices imposed on them. A survey was carried out amongst 15 multi-national companies in southwest Nigeria to ascertain the cause(s) and effects of poor power quality on electrical equipment and its economic implications. The survey revealed that 9 out of 15 of those companies loose an average of 5 variable speed (AC) drives every year owing to poor power quality. It also revealed that the most common disturbances faced are voltage sag and swell. This paper is aimed at stating some of the predominant power disturbance parameters, their sources and causes, the effect they have on electrical equipment, and their cost/economic implications. It also identifies some practical solutions and methods of addressing poor power quality issues.
INTRODUCTION
Most people take the electrical supply for granted and expect it to be available at the flick of a switch. However, some businesses like share dealing houses, hospitals and continuous process lines, are so reliant on electricity that they have to provide safeguards to ensure that an emergency supply is always available. Generally, in industry, power quality is very low on the list of priorities and so very little attention is given to it, until something goes wrong.
Much of the electrical equipment in an industrial facility requires high-quality electricity; it will not tolerate sags, swells, transients, or harmonics, and it certainly will not tolerate power outages, no matter how short-lived. Recognizing the limitations of grid-delivered power and the fact that 80 percent of all power quality and reliability problems occur inside end-user’s facilities, it behooves all maintenance and reliability managers to understand the power quality susceptibilities within their facilities and of their key equipment. The remaining part of the paper will analyze each type of power defect with an explanation of how the problems occur and suggested preventative measures that can be considered.
POWER QUALITY PARAMETERS
Even the best distribution systems are subject to changes in system voltage from time-to-time. Voltage changes can range from small voltage fluctuations of short duration to a complete outage for an extended period of time. The following industry terms can be used to describe given voltage conditions.
Voltage dip: A voltage dip is used to refer to short-term reduction in voltage of less than half a second.
Voltage sag: Voltage sag is used to relate long-term reduction in voltage. Voltage swell: Voltage swell is an increase in voltage outside normal rated tolerance of an equipment.
Voltage ‘spikes’, ‘impulses‘ or ‘surges’: These are terms used to describe abrupt, very brief increases in voltage value
Voltage transients: They are temporary, undesirable voltages that appear on the power supply line. Transients are high over-voltage disturbances (up to 20KV) that last for a very short time (milliseconds or nanoseconds). Hence, the term ‘spike’ can also be used.
Harmonics: The fundamental frequency of the AC electric power distribution system is 50 Hz. A harmonic frequency is any sinusoidal frequency, which is a multiple of the fundamental frequency. Harmonic frequencies can be even or odd multiples of the sinusoidal fundamental frequency.
The following sections will discuss the causes and symptoms of each power disturbance parameter and the methods of preventing/minimizing their effects on power equipment.
Voltage dips, sags and surges
Most electrical power generating authorities have an obligation to supply consumers from the grid at a constant voltage (typically within +/- 6% of nominal). However, sometimes this is not practical, particularly in rural locations. Sometimes voltage sags are caused by the power supplier during times of heavy demand, while dips are often caused by auto closers, operating within one second of fault detection. It is also possible for heavy plant to pull down the supply voltage during start-up. Compressors and pumps are good examples of loads, which require a high start-up current and switch in and out on a frequent basis, causing the supply voltage to dip. A dip is used to refer to a short term reduction of less than half a second, whilst sag relates to a long-term voltage reduction.
Causes of dips, sags and surges
Rural location remote from power source
Long distance from a distribution transformer with interposed loads
Unreliable grid system
Power distributors tolerances not suitable for voltage sensitive equipment
Switching of heavy loads
Unbalanced load on a three phase system
Equipment not suitable for local supply
Methods of dealing with dips, sags and surges
Transformer with a tap changer
Constant voltage (ferro-resonant) transformer
Servo controlled voltage stabilizer
Switch mode power supply
Saturable reactor
Soft starters on larger electrical equipment
Connect larger loads to points of common coupling
Choose equipment with dip resilience
Symptoms of dips, sags and surges
Production rates fluctuates
Equipment does not operate correctly
Dimming of lighting systems
Variable speed drives close down to prevent damage
Relays and contactors drop out
Unreliable data in equipment test
Transients and spikes
Transients are high over-voltage disturbances (up to 20 kV) that last for a very short time (milliseconds or nanoseconds). Hence the term “spikes” can also be used. They are potentially destructive and can cause electronic systems to fail. In about 80% of cases transients can be attributed to on-site activities.
Causes of transients and spikes
Lightening
Switching-on heavy or reactive equipment such as motors, transformers, motor drives or power factor correction equipment.
Arc welding
Electric grid switching
Methods of preventing transients
Good earthing
Chokes or ferrites
Transient voltage surge suppressors Effects of transients
Damage of electronic equipment
Corruption of data
System failure
Rejection of work through process interaction
Harmonic pollution
The vast majority of radiated emission problems are caused by voltages and currents with non-sinusoidal wave forms. Digital circuits and switch mode power supplies, in particular, generate almost square waveforms with fast rise times. The problem with a square waveform is that it really comprises a collection of sine waves at different frequencies, added together. The various frequencies are all multiples of the main or fundamental frequency and so there are first harmonics which have twice the fundamental frequency, second harmonics which have three times the fundamental frequency and so on (e.g. fundamental = 50Hz, 1st = 100Hz, 2nd = 150Hz). Wave forms which are perfectly symmetrical only have odd harmonics. Asymmetrical wave forms have both even and odd harmonics.
Harmonics are undesirable for many reasons but because effects of harmonics on the mains supply are cumulative, one the most serious problems is the overloading of supply cables.
Nowadays, computers, televisions, fluorescent tubes with electronic ballasts and inverter drives for motors have a switch mode power supply inside them. This produces a DC voltage and then chops it up again into high frequency square waves. Capacitors are used to store power and smooth the DC.
Consequently, current flows only for a short time when the capacitors require topping up and there is a resulting high peak current but with a low RMS current load. These peaks from different equipment on the supply are cumulative. With the proliferation of electronic equipment, particularly those listed above, this has caused the regulations on harmonic pollution to be tightened by the Electricity Supply Authorities. Without these restrictions it would have been necessary to replace the entire supply cable network.
The flow of current at low frequency, through a conductor, is equally distributed across its cross-sectional area. However at higher frequencies the current tends to concentrate towards the surface of the cable. This phenomenon is known as the “skin effect”. As a consequence the impedance of the conductor rises and this has the effect of Increasing the voltage drop and harmonic distortion. Long lines also mean higher impedance and so the voltage disturbances from inrush currents, when a large motor starts-up for instance become more significant. Switch mode power supplies and variable speed drives connected to end of a long cable run will also result in higher harmonic voltage distortion.
Take a 50Hz sine wave
Add some 3rd harmonic
Add some 5th harmonic
The result is a distorted sine wave (shown in green)
Causes of harmonic pollution
Switch mode power supplies
Televisions
Computers
Fluorescent lamps with electronic ballasts
Energy saving bulbs
Variable speed drives
Thyristor controls for heating and ovens
Welding equipment
Rectifiers
Light dimmers
Small Uninterruptible power supplies
Phase angle controls
Methods of preventing harmonic pollution
Passive filters
Input chokes
Delta/star isolation transformers
Equipment with built-in power factor correction
Active conditioners
Avoidance of long cable runs to suspect equipment
Symptoms of harmonic pollution
Overheating of conductors
Overheating of transformers at moderate load
Overheating of motors
Incorrect operation of process control equipment using zero crossing synchronization
Nuisance tripping of protective devices
Current flowing in neutral conductor due to triplen causing unbalance of the three phases
Incorrect power measurement
Over stressing of power factor correction capacitors
Supply sine wave distortion
Skin effect in conductors
COST/ECONOMIC IMPLICATIONS OF POOR POWER QUALITY
Clearly, in a business environment, the equipment in use has to be resilient to the normal characteristic defects of the supply and this is not the case with off-the-shelf equipment. The cost of correction is much lower if corrective action is taken at the design stage of the equipment but this requires knowledge of the nature and probability of defects. It is this knowledge that is missing. This is, however, the most cost effective approach.
Some equipment makers are recognizing the problem but the competitive market means that manufacturers will only respond to customers’ requirements. Until customers understand the problems and realize that equipment suppliers can provide a solution, they will not specify improved performance. The exception is the variable speed drive market where manufacturers are actively promoting products with enhanced dip ride through.
Implications of poor power quality
Some of the implications of power quality especially related to power factor and harmonics are:
Increase in line & equipment current leading to additional ohmic loses
Increase in line & equipment current leading to blocked capacity and/or increased capital investment.
Increased losses leading to higher operating
temperatures and consequent reduction in life of
equipment.
Premature failure of equipment due to increased
electrical and thermal stresses.
Mal function of equipment
Poor quality of production
Unplanned outages leading to loss of production.
General benefits of power quality improvement
Reduction in line & equipment currents and losses and hence lower energy bills
Release of blocked capacity and consequent avoided cost of capital investment
Improvement in power factor and avoided penalty for low power factor or incentive for high power factor.
Reduction in maximum demand and reduction in demand charges.
Tax benefits such as accelerated depreciation benefits for installation of power conditioning / energy saving devices.
Improvement in voltage profile and consequent efficient operation of power equipment.
Reduction in harmonic distortion and consequent reduction in copper loss, core loss and stray loss.
Prevention of malfunction of equipment and avoided loss of production.
Elimination of unplanned outages and reduction in loss of production and revenue.
Reduction / elimination of failure of equipment due to reduced electrical and thermal stress.
Enhanced life / reliability of equipment due to lower operating temperature due to lower losses
CONCLUSION
As already highlighted, the various power disturbance parameters can have very serious cost implications if not tackled. Equipment manufacturers are saddled with the responsibility to incorporate, from design stage, devices that could help minimize the effects of poor power quality. This could be expensive but in special cases where the need justifies the expense, it may be possible to arrange an alternative power source aside the grid where the various power disturbance parameters could be minimized.
REFERENCES
[1] Siemens Technical Education Program (STEP) 2000 series, 2000, “Power monitoring and management with ACCESS”, USA
Latest innovative ideas to make the life easier using the technology depends upon the application of power electronics in turn about power quality. With increasing quantities of non-linear loads being added to electrical systems, it has become necessary to establish criteria for limiting problems from system voltage degradation. This paper presents the power quality problems, issues, related international standard, effect of power quality problem in different apparatuses and methods for its correction, which is actually a technology management. This is important for design engineers and researchers in power quality to know the international standards used for power quality.
Keywords: IEEE 519, Power quality, Voltage Sag, THD.
I. INTRODUCTION
The paper and the technology on which it is grounded are largely motivated by the power quality issues. The term power quality is rather general concept. Broadly, it may be defined as provision of voltages and system design so that user of electric power can utilized electric energy from the distribution system successfully, without interference on interruption.
Power quality is defined in the IEEE 100 Authoritative Dictionary of IEEE Standard Terms as The concept of powering and grounding electronic equipment in a manner that is suitable to the operation of that equipment and compatible with the premise wiring system and other connected equipment Utilities may want to define power quality as reliability [8]. From the Power Quality market or industry perspective, it is any product or service that is supplied to users or utilities to measure, treat, remedy, educate engineers or prevent Power Quality issues, problems and related items [6,8,12,13,15,23,28].
This paper critically discusses about the power quality problems, issues and related standards, assessment of power quality issues and methods for its correction with giving a thorough knowledge of harmonics, power quality indices, parameters effecting electric power etc.
II. POWER QUALITY PROBLEMS & ISSUES
A recent survey of Power Quality experts indicates that 50% of all Power Quality problems are related to grounding, ground bonds, and neutral to ground voltages, ground loops, ground current or other ground associated issues. Electrically operated or connected equipment is affected by Power Quality [9, 10, 11, 12, 15, and 16].
Determining the exact problems requires sophisticated electronic test equipment. The following symptoms are indicators of Power Quality problems:
Piece of equipment misoperates at the same time of day.
Circuit breakers trip without being overloaded.
Equipment fails during a thunderstorm.
Automated systems stop for no apparent reason.
Electronic systems fail or fail to operate on a frequent basis.
Electronic systems work in one location but not in another location.
The commonly used terms those describe the parameters of electrical power that describe or measure power quality are Voltage sags, Voltage variations, Interruptions Swells, Brownouts, Blackouts, Voltage imbalance, Distortion, Harmonics, Harmonic resonance, Interharmonics, Notching, Noise, Impulse, Spikes (Voltage), Ground noise, Common mode noise, Critical load, Crest factor, Electromagnetic compatibility, Dropout, Fault, Flicker, Ground, Raw power, Clean ground, Ground loops, Voltage fluctuations, Transient, Dirty power, Momentary interruption, Over voltage, Under voltage, Nonlinear load, THD, Triplens, Voltage dip, Voltage regulation, Blink, Oscillatory transient etc [4,6,14,18,19]. The issue of electric power quality is gaining importance because of several reasons:
The society is becoming increasingly dependent on the electrical supply. A small power outage has a great economical impact on the industrial consumers. A longer interruption harms practically all operations of a modern society.
New equipment’s are more sensitive to power quality variations.
The advent of new power electronic equipment, such as variable speed drives and switched mode power supplies, has brought new disturbances into the supply system.
III. POWER QUALITY STANDARDS
Power quality is a worldwide issue, and keeping related standards current is a never-ending task. It typically takes years to push changes through the process.
Most of the ongoing work by the IEEE in harmonic standards development has shifted to modifying Standard 519-1992.
A. IEEE 519
IEEE 519-1992, Recommended Practices and Requirements for Harmonic Control in Electric Power Systems, established limits on harmonic currents and voltages at the point of common coupling (PCC), or point of metering [1,18].
The limits of IEEE 519 are intended to: 1) Assure that the electric utility can deliver relatively clean power to all of its customers; 2) Assure that the electric utility can protect its electrical equipment from overheating, loss of life from excessive harmonic currents, and excessive voltage stress due to excessive harmonic voltage. Each point from IEEE 519 lists the limits for harmonic distortion at the point of common coupling (PCC) or metering point with the utility. The voltage distortion limits are 3% for individual harmonics and 5% THD.
All of the harmonic limits in IEEE 519 are based on a customer load mix and location on the power system. The limits are not applied to particular equipment, although, with a high amount of nonlinear loads, it is likely that some harmonic suppression may be necessary.
a. IEEE 519 Standard for Current Harmonics
General Distribution Systems [120V- 69 kV]
Below current distortion limits are for odd harmonics. Even harmonics are limited to 25% of the odd harmonic limits [1,3,5]. For all power generation equipment, distortion limits are those with ISC/IL<20. ISC is the maximum short circuit current at the point of coupling “PCC”. IL is the maximum fundamental frequency 15-or 30- minutes load current at PCC. TDD is the Total Demand Distortion (=THD normalized by IL)
General Sub-transmission Systems [69 kV-161 kV]
The current harmonic distortion limits apply to limits of harmonics that loads should draw from the utility at the PCC. Note that the harmonic limits differ based on the ISC/IL rating, where ISC is the maximum short-circuit current at the PCC, and I is the maximum demand load current at the PCC.
TABLE 1: Current Distortion Limits For Harmonics
ISC/IL
h<11
11≤h <17
17≤h<23
23≤h<25
h≥35
TDD (%)
<50
2.0
1.0
0.75
0.3
0.15
2.5
≥50
3.0
1.5
1.15
0.45
0.22
3.75
TABLE 2: Current Distortion Limits For Harmonics
ISC/IL
h<11
11≤h <17
17≤h<23
23≤h<25
TDD (%)
<20
4.0
2.0
1.5
0.6
5
20-50
7.0
3.5
2.5
1.0
8
50-100
10
4.5
4.0
1.5
12
100-1000
12
5.5
5.0
2.0
15
>1000
15
7.0
6.0
2.5
20
b. IEEE Standard For Voltage Harmonics
IEEE-519 – Voltage Distortion Limits
The voltage harmonic distortion limits apply to the quality of the power. For instance, for systems of less than 69 kV, IEEE 519 requires limits of 3 percent harmonic distortion for an individual frequency component and 5 percent for total harmonic distortion.
TABLE 3 : Voltage Distortion Limits For Harmonics.
Bus voltage
Individual Vb(%)
THDV(%)
V <69 kV
3.0
5.0
69≤V<161 kV
1.5
2.5
V≥161 kV
1.0
1.5
B. IEC 61000-3-2 and IEC 61000-3-4 (formerly 1000-3-2 and 1000- 3-4)
a. IEC 61000-3-2 (1995-03)
It specifies limits for harmonic current emissions applicable to electrical and electronic equipment having an input current up to and including 16 A per phase, and intended to be connected to public low-voltage distribution systems. The tests according to this standard are type tests [2,10,15].
b. IEC/TS 61000-3-4 (1998-10)
It specifies to electrical and electronic equipment with a rated input current exceeding 16 A per phase and intended to be connected to public low-voltage ac distribution systems of the following types:
nominal voltage up to 240 V, single-phase, two or three wires;
nominal voltage up to 600 V, three-phase, three or four wires;
nominal frequency 50 Hz or 60 Hz
These recommendations specify the information required to enable a supply authority to assess equipment regarding harmonic disturbance and to decide whether or not the equipment is acceptable for connection with regard to the harmonic distortion aspect. The European standards, IEC 61000-3-2 & 61000-3-4, placing current harmonic limits on equipment, are designed to protect the small consumer’s equipment. The former is restricted to 16 A; the latter extends the range above 16 A.
C. IEEE Standard 141-1993, Recommended Practice for Electric Power Distribution for Industrial Plants
A thorough analysis of basic electrical-system considerations is presented. Guidance is provided in design, construction, and continuity of an overall system to achieve safety of life and preservation of property; reliability; simplicity of operation; voltage regulation in the utilization of equipment within the tolerance limits under all load conditions; care and maintenance; and flexibility to permit development and expansion.
D. IEEE Standard 142-1991, Recommended Practice for Grounding of Industrial and Commercial Power Systems
This standard presents a thorough investigation of the problems of grounding and the methods for solving these problems. There is a separate chapter for grounding sensitive equipment [3, 6].
E. IEEE Standard 446-1987, Recommended Practice for Emergency and Standby Power Systems for Industrial and Commercial Applications
This standard is recommended engineering practices for the selection and application of emergency and standby power systems. It provides facility designers, operators and owners with guidelines for assuring uninterrupted power, virtually free of frequency excursions and voltage dips, surges, and transients [6].
F. IEEE Standard 493-1997, Recommended Practice for Design of Reliable Industrial and Commercial Power Systems
The fundamentals of reliability analysis as it applies to the planning and design of industrial and commercial electric power distribution systems are presented. Included are basic concepts of reliability analysis by probability methods, fundamentals of power system reliability evaluation, economic evaluation of reliability, cost of power outage data, equipment reliability data, and examples of reliability analysis. Emergency and standby power, electrical preventive maintenance, and evaluating and improving reliability of the existing plant are also addressed [4,6,7,8,11].
G. IEEE Standard 1100-1999, Recommended Practice for Powering and Grounding Sensitive Electronic Equipment
Recommended design, installation, and maintenance practices for electrical power and grounding (including both power-related and signal-related noise control) of sensitive electronic processing equipment used in commercial and industrial applications [6,8]
H. IEEE Standard 1159-1995, Recommended Practice for Monitoring Electric Power Quality
As its title suggests, this standard covers recommended methods of measuring power-quality events. Many different types of power-quality measurement devices exist and it is important for workers in different areas of power distribution, transmission, and processing to use the same language and measurement techniques.
Monitoring of electric power quality of AC power systems, definitions of power quality terminology, impact of poor power quality on utility and customer equipment, and the measurement of electromagnetic phenomena are covered [5,8,12,13,14].
I. IEEE Standard 1250-1995, Guide for Service to Equipment Sensitive to Momentary Voltage Disturbances
Computers, computer-like products, and equipment using solid-state power conversion have created entirely new areas of power quality considerations. There is an increasing awareness that much of this new user equipment is not designed to withstand the surges, faults, and reclosing duty present on typical distributions systems. Momentary voltage disturbances occurring in ac power distribution and utilization systems, their potential effects on this new, sensitive, user equipment, and guidance toward mitigation of these effects are described. Harmonic distortion limits are also discussed [6,19,36].
J. IEEE Standard 1346-1998 Recommended Practice for Evaluating Electric Power System Compatibility with Electronic Process Equipment
A standard methodology for the technical and financial analysis of voltage sag compatibility between process equipment and electric power systems is recommended. The methodology presented is intended to be used as a planning tool to quantify the voltage sag environment and process sensitivity.
H. Standards related to Voltage Sag and Reliability
The distribution voltage quality standard i.e. IEEE Standard P1564 gives the recommended indices and procedures for characterizing voltage sag performance and comparing performance across different systems.
A new IEC Standard 61000-2-8 titled “Environment —Voltage Dips and Short Interruptions” has come recently. This standards warrants considerable discussion within the IEEE to avoid conflicting methods of characterizing system performance in different parts of the world [2].
I. Standards related to Flicker
Developments in voltage flicker standards demonstrate how the industry can successfully coordinate IEEE and IEC activities. IEC Standard 61000-4-15 defines the measurement procedure and monitor requirements for characterizing flicker. The IEEE flicker task force working on Standard P1453 is set to adopt the IEC standard as its own [2].
J. Standards related to Custom Power
IEEE Standard P1409 is currently developing an application guide for custom power technologies to provide enhanced power quality on the distribution system. This is an important area for many utilities that may want to offer enhanced power quality services [4,5, 6,7].
K. Standards related to Distributed Generation
The new IEEE Standard P1547 provides guidelines for interconnecting distributed generation with the power system [5, 6,11].
IV. EFFECT OF POWER QUALITY PROBLEMS IN EQUIPMENTS & METHODS FOR ITS CORRECTION
The first sign of a power-quality problem is a distortion in the voltage waveform of the power source from a sine wave, or in the amplitude from an established reference level, or a complete interruption. The disturbance can be caused by harmonics in the current or by events in the main voltage supply system. The disturbance can go for a fraction of a cycle (milliseconds) to great durations (seconds to hours) in the voltage supplied by the source. The aim for method for correction is to make the power source meet an international standard. Power quality problems can basically start at four levels of the system that delivers electric power, first one, includes Power plants and the entire area transmission system. The second one are Transmission lines, major substations where as third one includes distribution substations, primary, and secondary power lines, and distribution transformers and last and fourth one includes service equipment and building wiring.
In addition, the problems can be caused by the equipment supplied with electric power—for example, power-electronic converters. Redundancy at all levels of the electric-power system reduces the incidence and duration of line-voltage disturbances [9, 11, 12, 14, 16, 17, 22, 23].
A. Effect of power quality problems in different equipment’s
Some of the equipment affected by power-quality problems are discussed under the following heads:
a. Aircraft electrical System b. Personal computers c. Controllers d. Adjustable speed drives e. Contactors and Relays
a. Aircraft Electrical System Aircraft requires reliable, redundant, and uninterruptible electrical power systems to supply flight critical fly-by-wire loads and mission critical loads. But switched loads and other transient conditions effect the electrical bus power quality.
One problem is the presence of rectifiers supplying such loads as electrically powered flight control actuators, other speed controlled motor loads, or avionics loads, see Figure 1.
The other problem is a load which changes load level most often. An electrical flight control actuator supplied with dc would cause transient loading on the dc bus, and affect power quality. A fuel transfer pump, electrically driven compressor, or other non-continuous ac load would cause applied-load transients on the ac bus.
Figure 1: Different type of loads used in Aircraft [37]
Another problem may occur when a source fails and the loads are switched from one bus to another. This type of transient occurs infrequently and would produce an actual power interruption. Many connected devices such as induction motors, could through such a power interruption, even if two buses were not synchronized [31].
b. Personal Computers
A personal computer is a device designed to be operated by one person at a time for computing and many general purposes. The malfunction of PCs incorporated in a real-time system because of voltage disturbances effects more badly than the malfunction of the PC used offline. The modes of personal computer malfunction under line voltage sag occur as the DC filter capacitor voltage of the power supply doesn’t go with time. The software problems creates the problems which include; Lockup, interruption,(blue screen), Blocking of the operating system, No response to any command from the keyboard (freeze screen), Hardware misoperation can be identified by automatic restarting of the system, or a permanent black screen, making a manual restart necessary [24,27,32,33,58].
Figure 2: Harmonic Model of a Typical PC load
c. Controllers
A controller is defined as a device which controls, the electric power delivered to the connected apparatus. Controllers can operate in three means electrical, hydraulic, and mechanical e.g. speed regulator of a motor-drive system, voltage regulator, the temperature controller of an industrial furnace. When line-voltage sag happened, a controller will be unable to recover if the sensitivity of the relays is less than the percent sag or the logic circuits supplied from the internal switch-mode power supply [12, 15, 16, 26, 34].
d. ASDs
Induction motors (and in ASDs) represent a huge part of the three-phase electrical load in commercial and industrial facilities. They are affected by line voltage sags and interruptions [20, 25, 28, 29, 30, 35, 36, 44].
Figure 3: Input current and harmonic spectrum of a Typical ASD
e. AC Contactors and relays
Contactors and relays are made for all operation in a different range of coil voltage and contact ratings. Now a days, most of the places, the contactor function has been displaced by power-electronics devices such as GTOs, IGBTs. Whereas the control relay functions have been displaced by PLCs using digital logic. Whether electromagnetic or solid state, the devices are impacted by line-voltage sags and interruptions.
The device, the relay, or the contactor can be subjected to voltage sag, to a voltage interruption, or both [34, 35, 36,65].
B. Methods for Power Quality Problems Correction
Correction methods include the following:
Proper designing of the Load equipment.
Application of passive, active and hybrid harmonic filters.
Proper designing of the power supply system
Application of voltage compensators.
Use of uninterruptible power supplies (UPSs)
Reliability on standby power
We know that Engine-generator (E/G) sets Deviations in source voltage and current for critical load equipment and must be corrected to insure reliable operation of the equipment [12,14,15,16,17,18,27,28,29,34].
Different international standards, define corrected values. Methods of correction has been discussed above, if consider can be helpful in today’s innovative technology management.
V. RESULTS & DISCUSSIONS
We have discussed about the Power quality problems, issues, related power quality standards and the Effect of power quality problems in equipment’s. For which correction methods have been discussed. As a result, we can correct the problem and thereafter judge it by ensuring the results within internationals standards limits.
The following recommended standards for equipment is developed to help preserve voltage integrity by limiting harmonic current injection of single-phase loads which are likely to appear in increasing numbers in power distribution systems. By addressing harmonic current distortion at the individual sources, system problems may be avoided. The harmonic current limits established in the standards are proposed with the intent of minimizing the impact on existing equipment design
VI. CONCLUSION
This paper presented an innovative technology management by critical analyzing about power quality problems, issues, related international standards, and their effect in life and the corrective measures using different means.. The corrective measures are also discussed which can be remedy for power quality problems generated in different equipment’s. Coordination with existing industry practices and international harmonic standards is also considered in this paper. This paper will help research workers, users and suppliers of electrical power to gain a guideline about the power quality.
REFERENCES
[1] IEEE, “IEEE Recommended Practices and Requirements for Harmonic Control in Electrical Power Systems,” IEEE Std. 519-1992, revision of IEEE Std. 519-1981. [2] IEC, “Electromagnetic Compatibility, Part 3: Limits- Sect.2: Limits for Harmonic Current Emission,” IEC 1000-3-2, 1st ed., 1995. [3] V. K. Dhar, “Conducted EMI Analysis—A Case Study,” Proceedings of the International Conference on Electromagnetic Interference and Compatibility ‘99, December 6–8, 1999, pp. 181–186. [4] IEEE, “IEEE Guide for Service to Equipment Sensitive to Momentary Voltage Disturbances,” IEEE Std. 1250–1995. [5] IEEE, “IEEE Recommended Practice for Evaluating Electric Power System Compatibility with Electronic Process Equipment,” IEEE Std. 1346-1998. [6] IEEE Std 446-1987, “IEEE Recommended Practice for Emergency and Standby Power Systems for Industrial and Commercial Applications,” (IEEE Orange Book). [7] IEEE Std 1250-1995, “IEEE Guide for Service to Equipment Sensitive to Momentary Voltage Disturbances,” Art 5.1.1, Computers. [8] IEEE 100, The Authoritative Dictionary of IEEE Standard Terms, seventh edition, 2000, p. 234. [9] Bhim Singh, Kamal Al-Haddad, Ambrish Chandra, A review of active filters for power quality improvement, IEEE Trans. on industrial electronics, Vol.46, No. 5, pp. 960-971, October 1999. [10] Mohan, Underland and Robbins, Power Electronics, John Wiley and Sons, 1995. [11] American National Standards Institute, “American National Standard Voltage Ratings (60Hz) for Electric Power Systems and Equipment,” ANSI Std. C84.1-1989. [12] R. C. Dugan, M. F. McGranaghan, S. Santosa, and H. W. Beaty, Electrical Power Systems Quality, 2nd edition, McGraw-Hill, 2002. [13] Blajszczak, G. Antos, P, “Power Quality Park – Idea and feasibility study,” Proc. Of Electric Power Quality and Supply Reliability Conference (PQ), 16-18 June, pp 17 – 22, 2010. [14] S.Khalid, B.Dwivedi, “A Review of State of Art Techniques in Active Power Filters and Reactive Power Compensation,” National Journal of Technology, No 1, Vol. 3, pp.10-18, Mar. 2007. [15] Alexander Kusko, Marc T. Thompson, “Power Quality in Electrical Systems, McGraw-Hill, New York, 2007. [16] S.Khalid, B.Dwivedi, “Comparative Critical Analysis of Advanced Controllers used for Active Power Filter,” National Conference on Power Electronics and Renewable Energy Systems, PEARES, Kalavakkam, 2009. [17] An Luo, Wei Zhao, Xia Deng, Shen, Z.J, Jian-Chun Peng, “ Dividing Frequency Control of Hybrid Active Power Filter With Multi-Injection Branches Using Improved Algorithm,” IEEE Transactions on Power Electronics, Vol. 24, No. 10, pp 2396 – 2405, Oct. 2009. [18] J. G. Boudrias, “Harmonic Mitigation, Power Factor Connection, and Energy Saving with Proper Transformers and Phase Shifting Techniques,” Proc. Of Power Quality Conference, ‘04, Chicago, IL. [19] Key and J.S.Lai, “Analysis of Harmonic Mitigation Methods for Building Wiring Systems,” IEEE Trans. on Power Systems, PE-086-PWRS-2-06-1997, pp. 1-9, July 1997. [20] P. W. Hammod, “A New Approach to Enhance Power Quality for Medium Voltage AC Drives,” IEEE Trans. on Ind. Appli, Vol. 33, No. 1, pp. 202-208, 1997. [21] S. Buso, L. Malesani, P.Mattabeli and R. Veronese, “Design and Full Digital Control of Parallel Active Filters for Thyristor Rectifiers to Comply with IEC-1000-3-2 Standards,” IEEE Trans. on Ind. Appli, Vol. 34, No. 3, pp. 508-517, 1998. [22] T. Key and J.S.Lai, “Comparison of Standards Limiting Harmonic Distortion in Power Systems,” IEEE Trans. on Ind. Appli, Vol. 29, No. 4, pp. 688-695, 1993. [23] G. Lee, M. Albu, and G. Heydt, “A Power Quality Index Based on Equipment Sensitivity, Cost, and Network Vulnerability,” IEEE Transactions on Power Delivery, Vol 19, no 3, pp. 1504–1510, July 2004. [24] S. Djokic, G. Vanalme, J. V. Milanovic, and K. Stockman, “Sensitivity of Personal Computers to Voltage Sags and Short Interruptions,” IEEE Transactions on Power Delivery, vol. 20, no. 1, pp. 375–383, January 2005. [25] A. T. de Almedia, F.J.T.E. Ferreira, and D. Both, “Technical and Economical Considerations in the Application of Variable-Speed Drives with Electric Motor Systems,” IEEE Transactions on Industry Applications, vol. 41, no. 1, pp. 188–199, Jan./Feb.2005. [26] M. Andressen, “Real Time Disturbance Analysis and Notification,” Proc. of Power Quality Conference ‘04, Chicago, IL. [27] R. J. Yester, “New Approach to High Availability Computer Power System Design,” EC&M, pp. 18–24, January 2006. [28] J. W. Gray and F. J. Haydock, “Industrial Power Quality Considerations When Installing Adjustable Speed Drive Systems,” IEEE Trans. on Ind. Appl., vol. 32, no. 3, pp. 646–652, May/June 1986. [29] L. Manz, “Applying Adjustable-Speed Drives to Three-Phase Induction NEMA Frame Motors,” IEEE Trans. on Ind. Appl., vol. 33, no. 2, March/April 1997. [30] Jouanne, P. N. Enjeti, and B. Banerjee, “Assessment of Ride-Through Alternatives for Adjustable Speed Drives,” IEEE Trans. on Ind. Appl., vol. 35, no. 4, pp. 908–916, July/August 1999. [31] Woods, E.J. , “Aircraft electrical systems – coping with harmonics for changing power demands,” Proc. of the Energy Conversion Engineering Conference, IECEC-90,12-17 Aug, pp 84 – 89,1990. [32] M. E. Barab, Craven, “Effects of Power Disturbances on Computer Systems,” IEEE Trans. on Power Del., vol. 14, no. 4, pp. 1309–1315, October 1998. [33] D. O. Koval and C. Carter, “Power Quality Characteristics of Computer Loads,” IEEE Trans on Ind. Appl., vol. 33, no. 3, pp. 613–621, May/June 1997. [34] S. Z. Djokic, J. V. Milanovic, and D. S. Kischen, “Sensitivity of AC Coil Contactors to Voltage Sags, Short Interruptions, and Undervoltage Transients,” IEEE Trans. on Power Delivery, vol. 19, no. 3, pp. 1299–1307, July 2004. [35] J. C. Gomez, M. M. Morcos, C. A. Reineri, and G. N. Campetelli, “Behavior of Induction Motor Due to Voltage Sags and Short Interruptions,” IEEE Trans. on Power Delivery, vol. 17, no. 2, pp. 434–440, April 2002. [36] Molder, H.,Vinnal, T., Beldjajev, V., “Harmonic losses in induction motors caused by voltage waveform distortions,” Electric Power Quality and Supply Reliability Conference (PQ), 16-18 June, pp 143 – 150 ,2010. [37] MATLAB/Simulink, R2009b, the Mathsworks Inc., USA. [38] C. E. Lin, T. C. Chen, and C. L. Huang, “A real time calculation method for optimal reactive power compensator,” IEEE Trans. Power Syst., vol. 4, pp. 643-652, May 1989. [39] L. S. Czarnecki, “Reactive, unbalanced current compensation in three phase asymmetrical circuits under nonsinusoidal conditions,” IEEE Trans. Instrum. Meas., vol. 38, pp. 754-759, June 1989. [40] L. T. Moran, P. D. Ziogas, and G. Joos, “Analysis, design of a three-phase synchronous solid-state var compensator,” IEEE Trans. Ind. Applicat, vol. 25, pp. 598-608, July/Aug. 1989. [41] Y. Baghzouz and M. D. Cox, “Optimal shunt compensation for unbalanced linear loads with nonsinusoidal supply voltages,” Elect. Mach. Power Syst, vol. 19, pp. 171-183, Oct. 1991. [42] Freund, “Double the Neutral and Derate the Transformer or Else”, Electrical Construction and Maintenance, December 1988. [43] R. Zavadil, et al, “Analysis of Harmonic Distortion Levels in Commercial Buildings,” Proceedings, First International Conference on Power Quality, PQA 1991. [44] D. E. Rice, “Adjustable Speed Drive and Power Rectifier Harmonics – their Effect on Power Systems Components,” IEEE Trans. On Ind. Appl., Vol. IA-22, No. 1, Jan./Feb. 1986, pp. 161-177. [45] A. Mansoor, “Predicting the Net Harmonic Currents produced by large numbers of Distributed Single-Phase Computer Loads.” Conference Record IEEE PES Winter Power Conference, Jan. 1995. [46] T. Key & J-S. Lai, “Costs and Benefits of Harmonic Current Reduction for Switch-Mode Power Supplies in Commercial Office Buildings.” A paper preprint from IEEE IAS Annual Meeting, October 1995. [47] G. Joos, L. Moran, and P. Ziogas, “Performance analysis of a PWM inverter VAR compensator,” IEEE Trans. Power Electron., vol. 6, pp. 380-391, July 1991. [48] J. Kearly, A. Y. Chikhani, R. Hackam, M. M. A. Salama, and V. H. Quintana, “Microprocessor controlled reactive power compensator for loss reduction in radial distribution feeders,” IEEE Trans. Power Delivery, vol. 6, pp. 1848-1855, Oct. 1991. [49] H. A. Kojori, S. B. Dewan, and J. D. Lavers, “A large-scale PWM solid-state synchronous condenser,” IEEE Trans. Ind. Applicat., vol. 28, pp. 41-49, Jan./Feb. 1992. [50] C. Schauder and H. Mehta, “Vector analysis, control of advanced static VAR compensators,” Proc. Inst. Elect. Eng., vol. 140, pt. C, no. 4, pp. 299-306, July 1993. [51] J. Machowski and D. Nelles, “Simple robust adaptive control of static VAR compensator,” Eur. Trans. Elect. Power Eng., vol. 3, no. 6, pp. 429-435, Nov./Dec. 1993. [52] Y. Tang and L. Xu, “A new converter topology for advanced static VAR compensation in high power applications,” in Conf. Rec. IEEE-IAS Annu. Meeting, 1993, pp. 947-953. [53] C. A. Gross and R. S. Sell, “Near-optimum capacitor allocation on distribution feeder for voltage control,” Elect. Mach. Power Syst, vol. 22, no. 4, pp. 311-315, 1994. [54] F. Z. Peng and J. S. Lai, “A static VAR generator using a staircase waveform multilevel voltage-source converter,” in Proc. Power Quality Conf., 1994, pp. 58-66. [55] A. Kern and G. Schroder, “A novel approach to power factor control, balancing problems,” in Proc. IEEE IECON’94, 1994, pp. 428-433. [56] J. B. Ekanayake and N. Jenkins, “A three-level advanced static VAR compensator,” IEEE Trans. Power Delivery, vol. 11, pp. 540-545, Jan. 1996. [57] Y. Yoshioka, S. Konishi, N. Eguchi, and K. Hino, “Self-commutated static flicker compensator for arc furnaces,” in Proc. IEEE APEC ’96, 1996, pp. 891-897. [58] L. S. Czarnecki, “Power-factor improvement of three-phase unbalanced loads with nonsinusoidal supply voltage,” Eur. Trans. Elect. Power Eng., vol. 3, no. 1, pp. 67-74, Jan./Feb. 1993. [59] K. Mikolajuk and A. Tobola, “A new method for reduction of current, voltage harmonic distortion in power systems,” Eur. Trans. Elect. Power Eng., vol. 3, no. 1, pp. 85-89, Jan./Feb. 1993. [60] D. Lauria and E. Tironi, “Some considerations on active compensation devices,” Eur. Trans. Elect. Power Eng., vol. 3, no. 3, pp. 235-240, May/June 1993. [61] T. N. Le, “Flicker reduction performance of static VAR compensators with arc furnaces,” in Conf. Rec. 2ndEPE Conf, 1987, pp. 1259-1263. [62] L. Moran, P. Ziogas, and G. Joos, “Analysis, design of a 3-phase current source solid-state VAR compensator,” in Proc. IEEEPESC ’87, 1987, pp. 463-472. [63] L. Gyugyi, “Power electronics in electric utilities: Static VAR compensators,”Proc. IEEE, vol. 76, pp. 483-494, Apr. 1988. [64] C. W. Edwards, K. E. Mattern, E. J. Stacey, P. R. Nannery, and J. Gubernick, employing GTO thyristors,” IEEE T [65] G. G. Richards, P. Klinkhachorn, O. T. Tan, and R. K. Hartana, “Optimal with uncertain nonsinusoidal source, load characteristics,” IEEE Trans. Power Syst., vol. 4 1989.
Authors:
Saifullah Khalid is a Ph.D. student in Power Electronics from I.E.T., Lucknow (U.P. Technical University). He is a Member of International Association of Engineers (IAENG), Hong Kong. Presently he is working in the field of Power Quality, Power Electronics, and intelligent system application in Active power filter.
Dr. Bharti Dwivedi is professor & head in the Electrical Engineering Department of the Institute of Engineering and Technology, Sitapur Road, Lucknow, U.P., India. Her area of interest includes ANN, Power Quality Improvement.