Published by Vladimir Kraz, OnFILTER, Inc. 3601-B Soquel, CA 95073 USA, Tel. +1-831-824-4052, Email: vkraz@onfilter.com
Abstract
This paper describes some aspects of methodology, instrumentation and techniques of measuring high-frequency electrical noise (EMI) in electronic manufacturing environment. High frequency measurements are quite different from typical ESD-related measurements which this paper explores.
Introduction
High-frequency noise (often, albeit technically incorrectly, called “EMI”) is one of the sources of electrical overstress (EOS) that damages sensitive components. It also causes malfunction of electronic equipment.
A parameter that cannot be measured cannot be controlled. Measurements of high-frequency signals differ radically from measurements of traditional ESD parameters. This paper will present methodology and techniques for some common high-frequency measurements in manufacturing environment as well as outline critical properties of the EMI and EOS signals as related to a manufacturing environment. Many details are omitted due to limitations of space.
The basic differences between EMI and ESD measurements
Most ESD measurements deal with DC or extremely low-frequency signals of very high
impedance. Examples include static field or voltage, high resistance values of dissipative materials, ionization balance and alike. This is exactly opposite to measurements of high frequency signals which require high bandwidth, often to up to gigahertz range, and, especially for conducted measurements, matched low impedance of the instrument. Use of common-type ESD instrumentation or other general-purpose tools produces not only inaccurate results, it simply cannot produce any relevant results at all. As an example, consider ubiquitous static field meter. Its vibrating sensor works at a frequency of ~300…600Hz and after signal processing the theoretical bandwidth of 1/2 of that frequency ends up to be of less than 10…15Hz. The refresh rate of the display further limits it to ~3Hz or less.
Feedback-operated instruments, such as certain static voltmeters and CPMs have similarly low bandwidth. As a reference, conducted EMI on power lines starts at several tens of kilohertz and radiated emission of consequence starts at low megahertz. Common multimeter or current clamp have typical bandwidth of up to several kilohertz with the best of them up to few hundred kilohertz, which is grossly insufficient. Thus, a completely different set of tools and a very different methodology needs to be used by an ESD specialist for analysis of EMI environment.
Fundamentals of High-Frequency Signal Metrology
Measurement Types: High-frequency signal measurements can be of time domain, frequency domain, or broadband.
Frequency domain
Frequency domain measurements while incapable of discerning the waveform of the signal, are capable of providing the spectral characteristics of the signal. Most of applications for frequency domain measurements are in EMC compliance tests, wired and wireless communication and broadcast. Frequency domain measurements are performed with specialized instruments – spectrum analyzers – and to a lesser degree using FFT function of some oscilloscopes.
Time Domain
In time domain the waveform of the signal is studied and a variety of parameters are collected, among them are peak, average or RMS values, rise and fall times, energy, repetition rate and others. Time domain measurements are especially suited for transient signals, such as artifacts of ESD Events, noise on power (AC and DC) lines, ground and alike. Time domain measurements are made with an oscilloscope. Most high-frequency measurements in electronic manufacturing environment are time domain.
Broadband
Broadband measurements provide data only on one parameter of the signal – its amplitude regardless of signal frequency, waveform and anything else. A ubiquitous multimeter is a broadband instrument. Since time-domain measurements are prevalent for electronic manufacturing environment the rest of this paper focuses of this type of measurements.
Coaxial Cables
Essential test accessory for measurement of high frequency signals is coaxial cable of the right type. Coaxial cable provides two benefits for high frequency measurements: shielding of often weak measured signal from outside influence and elimination of induced loop currents that would be present in case of conventional test leads spread apart. Of course, a proper coaxial cable need to be selected. Among the parameters to watch for are cable impedance and attenuation at high frequencies within the band of interest. A note of caution: coaxial cables are fragile by nature. Bending and kinking them will irreversibly
damage them causing signal distortion.
Impedance Matching
At high frequencies the impedance matching is a must for most cases – impedance mismatch leads to signal distortions and ringing. The most typical output and input impedance of high-frequency instruments is 50 Ohms, although in some cases, such as TV cable, it may be 75 Ohms. Figure 1 shows the same signal measured with matched impedance (50 Ohms) and mismatched impedance (an oscilloscope set to 1M). As seen, mismatched impedance causes significant ringing of the signal and also readings of higher peak amplitude.
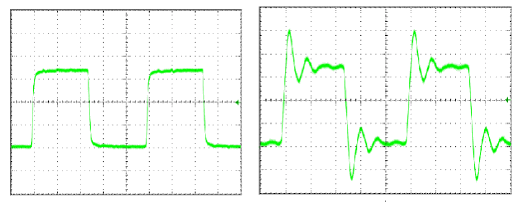
Figure 1. The same signal measured with matched (a) and mismatched (b) impedance
A good example of a mismatch is measurements of ESD Events using a passive near field probe (usually “ball” or “stick” antenna) and an oscilloscope as described in [1] and [2]. Such passive near-field probes which are, in essence, small antennae, may have 50 Ohms impedance only at some particular frequency. Since an ESD Event signal has wide spectrum, there will be plenty of frequencies at which the output impedance of an antenna is not 50 Ohms and this causes significant ringing.
Ringing due to Boundary Effects
Reflections from the edges of board or other metal surface also cause ringing – ultimately, it is also an impedance mismatch. Figure 2 shows how the reflections at the edge of the PC board occur. This document provides good examples of ringing caused at least in part by the boundary reflections and how the timing of the reflections is defined by the size of the board [3].
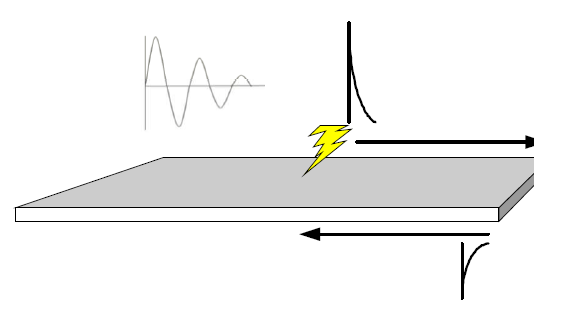
Figure 2. Signal reflections due to boundary conditions
Not all ringing of ESD Event signals is artifacts of measurements – some are genuine signal, but separating it from the measurement errors need to be meticulously done.
Frequency Response
Radiated emission is measured using antennae. Most antennae do not have flat frequency response. Many are tuned to a specific frequency or band. Even broadband antennae, such as log periodic ones used for EMC test may have very uneven frequency response offering up to more than 20dB (10 times) difference in sensitivity (Antenna Factor – AF) within the band of interest (see Figure 3) [4]. When the measurements are done using spectrum analyzer which measures one frequency at a time, a correction factor can be applied for each frequency. However, no correction can be applied for time domain measurements since all frequencies are measured at once.

Figure 3. Log-periodic antenna and its antenna factor
The result is distorted waveform that misrepresent the amount of energy of the discharge. Figure 4 shows comparison between frequency responses and transient responses of a regular passive antenna (equivalent to the abovementioned “ball” antenna) and a specially-designed active antenna for ESD measurements with the flat frequency response. As seen, the regular frequently-used passive antenna has very poor response at low end of the spectrum.

Figure 4. Comparison between regular passive antenna and a special flat-frequency active antenna
This results in apparent absence of energy component of an ESD Event and misjudgment of its effect. A note: this active antenna has an inverting amplifier inside, therefore the polarities of the picked up signal appear to be opposite.
Oscilloscope Triggering
A typical oscilloscope triggers on either positive or negative threshold, but not on both. However, EMI transient signals can have peaks at either polarity. It is important to do signal capture using trigger on both polarities – positive and then negative. Neglecting any one polarity may cost you missed signal.
Many EMI events are multiple. If Single mode of triggering is used, only first such event is captured. If Normal mode is used, it would the display the last captured event. What happens between these events is thus lost. Some digital storage oscilloscopes have memory that can store more than one captured event which helps. Where the problem rises is in trying to observe both the waveforms of each event and the interval between them on one screen to understand the timing. The duration of an ESD Event may be only few nanoseconds but the spacing between multiple discharges may be several milliseconds or longer. Screen resolution is not sufficient to display such short events if several of them are captured in one shot. In such cases specialized monitors and data
acquisition system may be required.
Multiple non-ESD EMI Events are much easier to capture and observe because such events have longer duration and their repetition rate is in the same range as the event’s duration.
Differential Signals and Ground Loops
Measurements of conducted emission with the scope are often made using regular oscilloscope probe. The problem is that ground contact of the probe is connected to mains’ ground via power cable of the scope. This creates ground loop because ground in the electrical outlet is not necessarily, and most likely not, ground vs. which the measurements should be made. In addition, this may add noise coming from the mains’ ground to the measured signal.
There are several ways to avoid the above problems. One is to use battery-powered oscilloscope. This would resolve ground loop problem, but will leave in place a problem of capacitive coupling between the chassis of the scope and grounded surfaces nearby. Another way is to use either a differential probe or two probes on two channels and use “A-B” function. This would eliminate the parasitic capacitance problem.

Figure 5. Special power line EMI Adapters
A third way is using special power line EMI adapters (Fig. 5) which provide balanced input and have single-channel output. They also protect oscilloscope from the potentially damaging voltages on measured conductors, such as power lines.
Measurements of noise on power lines
Noise on power lines of all kinds is the prime source of EMI in manufacturing environment. The biggest challenge of this type of measurements is that the signal of interest, i.e. high-frequency noise is significantly smaller than the AC mains voltage. In addition to not being able to see the desired signal, this also causes triggering problems. Another challenge is that high voltage on mains (250V RMS corresponds to 353V peak and required scope range of at least 700V on the screen. The solution to this problem is special power line EMI adapters which perform several functions: complete blockage of AC mains voltage while passing through high-frequency signals without alteration; balanced input and overload protection.
Waveform Properties
Once the waveform is captured by a high-speed digital storage oscilloscope, it needs to be properly analyzed. Depending on the purpose of the measurements sometimes different parameters may need to be considered.

Figure 6. Fundamental properties of ESD Event
ESD Events
The three critical parameters for analysis of properties of ESD Events as shown in Figure 6 are peak amplitude (either polarity), rise time and energy (area under the curve) [5]. Peak amplitude is a function of maximum discharge current through the device. Rise time indicates how fast the discharge energy flows into the device – the faster the worse for the device. “Area under the curve” of the pulse is an indication of how much energy was injected into the device. Another parameter to consider is whether multiple discharges are taking place (a frequent occurrence). This is important for two different reasons. One is that closely-spaced multiple discharges add to the energy of the discharge and may have cumulative effect; another is that measurements of multiple discharges requires special equipment and special techniques.
EMI of non-ESD Origin
High-frequency noise in manufacturing environment is largely transient signals and repeatable pulsed signals. The waveform of the signals is quite different from the ESD Events. There is no sharp rise time; the ringing is frequently present and the signal is often periodic (Figure 7). The repetition of EMI signal is largely synchronized with one of the following:
- AC mains. Note that the repetition frequency is twice the mains frequency, i.e. 100Hz for a 50Hz system and 120Hz for a 60Hz system.
- Switching power supply frequency. This typically ranges anywhere from 40kHz to 1MHz
- Servo motors. This frequency is often ranges from 8kHz to 20kHz.

Figure 7. Typical noise on power lines caused by light dimmer
There are also plenty of non-synchronized occasional EMI signals caused by turning on and off lights, motors and other electrical equipment, as well as operation or end switches and solenoids. For the narrow scope of electronic manufacturing environment, the following parameters are of interest: peak amplitude (both positive and negative), rise and fall times and energy (the area under the curve of the waveform). All these parameters except the last one are easily obtainable from the scope itself. The energy needs may need to be calculated from the collected captured waveform data. This is where flat frequency response of an antenna makes a difference between correct and incorrect data.
Real-Life Example: Servo Motor Noise
Semiconductor manufacturing tools such as wire bonders, IC handlers and alike use servo and variable-frequency motors. These motors utilize pulses that generate significant currents in tool’s ground which, in turn, can cause electrical overstress (EOS) in the devices. Two types of measurements can be made – voltage and current. Figure 8 shows current measurements in ground synchronized with the rise of the drive pulse.

Figure. 8 Ground Current in Servo Motor
Current measurements were made with Tektronix’ CT1 current probe.
Figure 9 shows reduction of ground current after connecting OnFILTER’ servo motor filter between the servo amplifier and the motor.
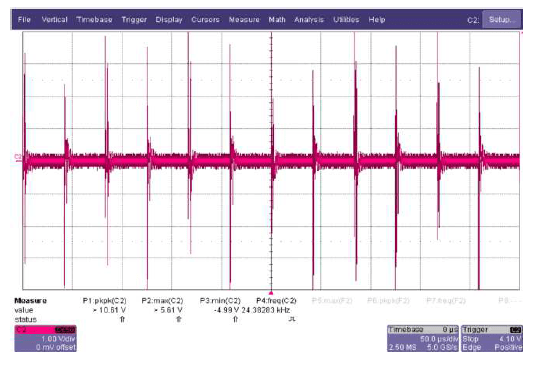
Figure 9a. Ground Current in Servo Motor without Filter: 1.12A

Figure 9b. Ground Current in Servo Motor with the Filter: 0.0186A

Figure 9c. Measurement Setup
As seen, the EMI and a possible EOS problem was easily identified, the mitigating measures were implemented (special servo motor filter) and the improvements were verified.
Conclusion
Proper measurement methodology and techniques are essential for effective management of EMI environment in manufacturing environment. Understanding of properties of high frequency signals and specifics of their measurements help ESD specialists at the factory to be successful in this endeavor.
References
[1]Unifying Factory ESD Measurements and Component ESD Stress Testing, J. Montoya et. al., ESD Symposium Proceeds, 2005
[2] Electrostatic Discharge Detection: Antenna and Oscilloscope, Intel instructional video, http://www.intel.com/content/www/us/en/quality/esd-detection-antenna-and oscilloscopevideo.html?wapkw=ball+antenna
[3] Investigation on Discharge Current Waveforms in Board-Level CDM ESD Events With Different Board Sizes” Yuan-Wen Hsiao and Ming-Dou Ker, International ESD Workshop 2008
[4] Inside EMC Antennas, Tom Lecklider, Feb. 2010
[5] Verification of ESD Environment in Production, V. Kraz, Il Controllo dell’Elettricita Statica, Milano 29 Ottobre 2002

bookmarked!!, I love your web site!
LikeLike
Good information. Lucky me I came across your site by chance (stumbleupon). I’ve bookmarked it for later!
LikeLike