Published by Horia Andrei1, Costin Cepisca2 and Sorin Grigorescu2
1Valahia University of Targoviste, 2Politehnica University of Bucharest, Romania
1.Introduction
The chapter covers general issues related to power quality in Electric Arc Furnaces. The use of electric arc furnaces (EAF) for steelmaking has grown dramatically in the last decade. Of the steel made today 36% is produced by the electric arc furnace route and this share will increase to 50 by 2030.
The electric arc furnaces are used for melting and refining metals, mainly iron in the steel production. AC and DC arc furnaces represent one of the most intensive disturbing loads in the sub-transmission or transmission electric power systems; they are characterized by rapid changes in absorbed powers that occur especially in the initial stage of melting, during which the critical condition of a broken arc may become a short circuit or an open circuit. In the particular case of the DC arc furnaces, the presence of the AC/DC static converters and the random motion of the electric arc, whose nonlinear and time-varying nature is well known, are responsible for dangerous perturbations such as waveform distortions and voltage fluctuations.
Nowadays, arc furnaces are designed for very large power input ratings and due to the nature of both, the electrical arc and the melt down process, these devices can cause large power quality problems on the electrical net, mainly harmonics, inter-harmonics, flicker and voltage imbalances.
The Voltage-Current characteristic of the arc is non-linear, what can cause harmonic currents. These currents, when circulating by the electric net can produce harmonic voltages, which can affect to other users.
In evaluation and limitation, there are some definitions and standards to quantify the disturbance levels, such as (IEC, 1999), (IEEE 1995), and (***IEEE, 1996). and. The total harmonic distortion (THD), short-term voltage flicker severity (Pst), and long-term voltage flicker severity (Plt) are used. However, sometimes it is desired to record voltage and current waveforms in the specified duration to track the disturbance levels.
2.Electrical arc furnaces
2.1 Construction and typical steelmaking cycle
An electric arc furnace (EAF) transfers electrical energy to thermal energy in the form of an electric arc to melt the raw materials held by the furnace. The arc is established between an electrode and the melting bath and is characterized by a low voltage and a high current. Arc furnaces differ from induction furnaces in that the charge material is directly exposed to an electric arc, and the current in the furnace terminals passes through the charged material. Sir Humphrey Davy conducted an experimental demonstration in 1810 and welding was investigated by Pepys in 1815. Pinchon attempted to create an electrothermic furnace in 1853 and, in 1878 – 79, William Siemens took out patents for an electric arc furnaces. The first electric arc furnaces were developed by Paul Héroult, with a commercial plant established in the United States in 1907. While EAFs were widely used in World War II for production of alloy steels, it was only later that electric steelmaking began to expand. Of the steel made today 36% is produced by the electric arc furnace route and this share will increase to 50 by 2030.
A schematic cross-section through an EAF is presented in figure 1: three electrodes (black), molten bath (red), tapping spout at left, refractory brick movable roof, brick shell, and a refractory-lined bowl-shaped hearth.
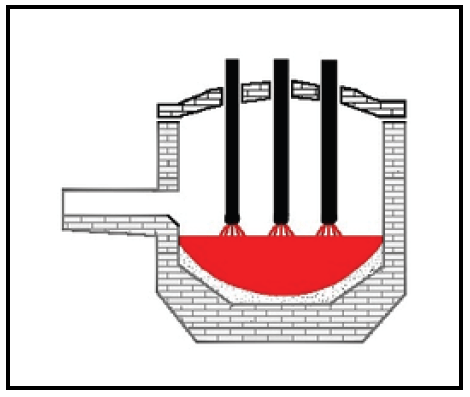
The furnace is primarily split into three sections:
- the shell, which consists of the sidewalls and lower steel ‘bowl’;
- the hearth, which consists of the refractory that lines the lower bowl;
- the roof, which may be refractory-lined or water-cooled, and supports the refractory delta in its centre, through which one or more graphite electrodes enter.
Separate from the furnace structure is the electrode support and electrical system, and the tilting platform on which the furnace rests. Possible configurations: the electrode supports and the roof tilt with the furnace, or are fixed to the raised platform.
A typical alternating current furnace has three electrodes (Hernandez et al., 2007). The arc forms between the charged material and the electrode, the charge is heated both by current passing through the charge and by the radiant energy evolved by the arc. The electrodes are automatically raised and lowered by a positioning system and a regulating system maintains approximately constant current and power input during the melting of the charge, even though scrap may move under the electrodes as it melts. Since the electrodes move up and down automatically, heavy water-cooled cables connect the bus tubes/arms with the transformer located adjacent to the furnace.
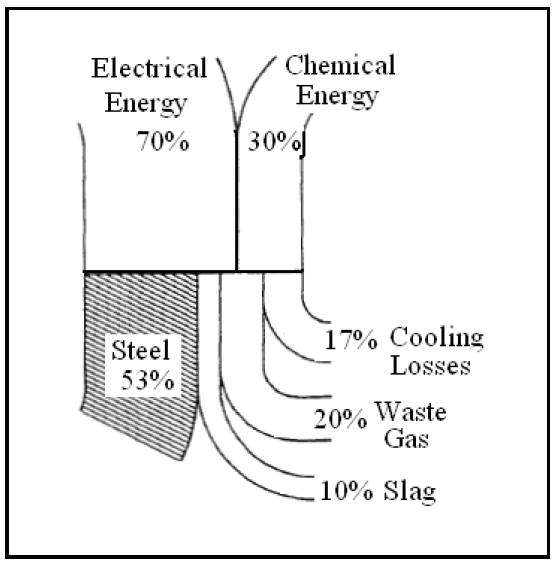
The energy diagram shown in Figure 2 indicates that 70% of the total energy is electrical, the remainder being chemical energy arising from the oxidation elements such as carbon, iron, and silicon and the burning of natural gas with oxy-fuel burners. About 53 % of the total energy leaves the furnace in the liquid steel, while the remainder is lost to slag, waste gas, or cooling.
A mid-sized modern steelmaking furnace would have a transformer rated about 60 MVA, with a secondary voltage between 400 and 900 volts and a secondary current in excess of 44,000 amperes. To produce a ton of steel in an EAF requires approximately 440 kWh per metric tone; the theoretical minimum amount of energy required to melt a tone of scrap steel is 300 kWh (melting point 1520°C).
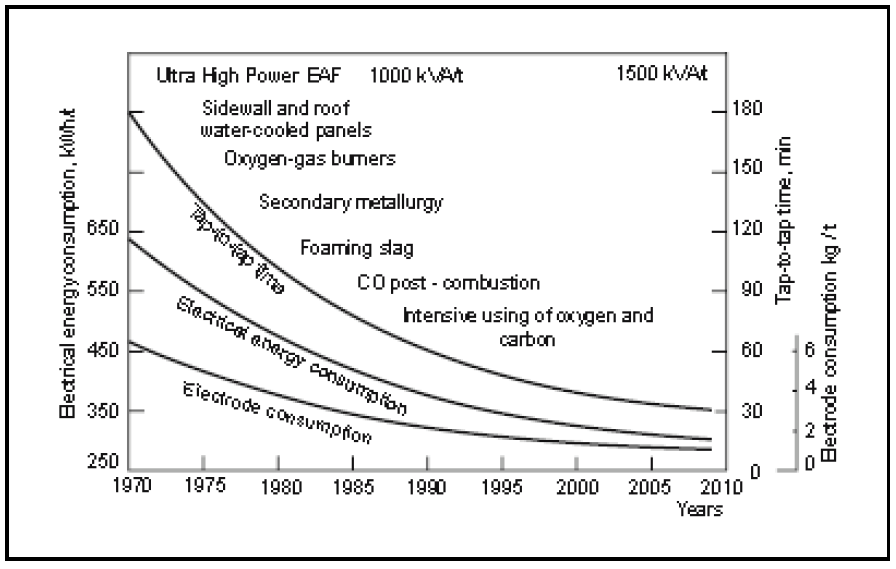
Electric Arc Furnaces (EAF) are being greatly improved at a fast pace. Only 20–30 years ago today’s EAF performance would be impossible to imagine (Hurst, 1994). Owing to the impressive number of innovations the tap-to-tap time has been shortened to 30–40 min. for the best 100–130 ton furnaces operating with scrap. Accordingly, their hourly and annual productivity increased. Electrical energy consumption got reduced approximately in half, from 580–650 to 320–350 kWh/ton. Electrical energy share in overall energy consumption per heat dropped to 50%. Electrode consumption was reduced 4–5 times – Figure 3. Typical steelmaking cycles are:
- arc ignition period (start of power supply) – figure 4a
- boring period –figure 4b
- molten metal formation period – figure 4c
- main melting period – figure 4d
- meltdown period –figure 4e
- meltdown heating period – figure 4f
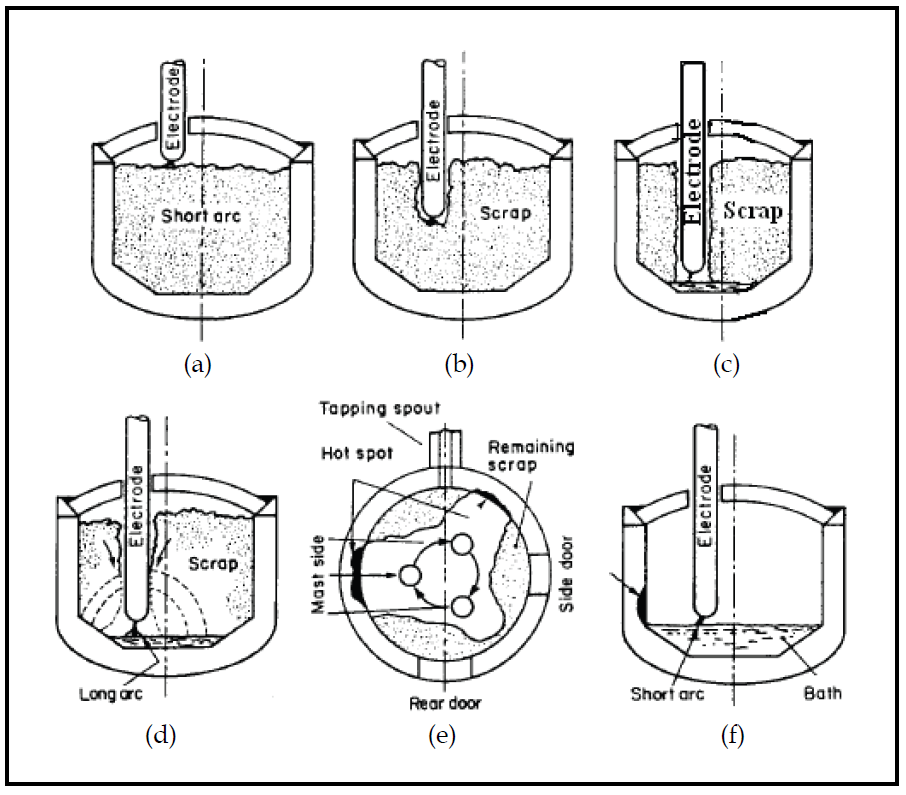
Electrodes are initially lowered to a point above the material, the current is initiated, and the electrodes bore through the scrap to form a pool of liquid metal. The scrap itself protects the furnace lining from the high intensity arc. Subsequently, the arc is lengthened by increasing the voltage to maximum power. In the final stage, when there is a nearly complete metal pool, the arc is shortened to reduce radiation heat losses and to avoid refractory damage and hot spots.
After melt dawn, oxygen usually is injected to oxidize the carbon in the steel or the charged carbon. This process is an important source of energy; the carbon monoxide that evolves helps minimize the absorption of nitrogen and flushes hydrogen out of the metal. It also foams the slag, which helps minimize heat loss.
The random movement of the melting material has as consequence that no two cycles of the arc voltage and current waveforms are identical. The impact of these large, highly varying loads has a direct impact on the power quality of the interconnected power system. The abrupt initiation and interruption of current flow provides a source of harmonic currents and causes considerable disturbance to high-impedance circuits. Voltage and current waves deviate considerably from symmetrical sinusoidal patterns. Disturbances are worst during early meltdown, and they occur at varying frequencies.
Generation of harmonics may result in further flicker problems, and equipment on the power system may also be damaged. If static capacitors are to be used to improve the power factor, an analysis to ensure that resonance does not exist at any of the harmonic frequencies should be made. Harmonics contribute to wave distortion and to the increase in effective inductive reactance. This increase is often in the 10 to 15% range and has been reported as high as 25%. Current into the furnace is therefore less than what would be expected from calculations based on sinusoidal wave shapes, and losses in frequency sensitive equipment such as transformers are higher than the sinusoidal wave shape would produce. Generally, the initial period of melting causes the most electrical disturbances. As the scrap temperature begins to rise, a liquid pool forms, and disturbances begin to diminish. This is generally about 10 minutes or so after power-on and can vary depending on power levels and practices.
After about 20 minutes, most electric furnaces will have begun converting scrap to liquid metal. Hence, wide swings in disturbances will diminish considerably. When sufficient molten metal exists the arc is shortened by an adjustment to the electrode regulators. The current will rise since overall resistance is reduced, and the power factor and arc power will decline.
2.2 Perturbations
The majority of electric and electronic circuits (arc welders and furnaces, variable speed controllers, PC’s, medical equipment, etc) use switch mode techniques which act as a non linear load or disturbance generator which degrades the quality of the electricity supply.
In these electro energetic steady state circuits, the importance of the inconvenience caused by the non sinusoidal system of running is directly correlated to the amplitude of the harmonics. Also, it is of utmost importance to determine the variation of the apparent power at non defined node, in accordance with the presence of the current and voltage harmonics. Understanding the current harmonics and voltage harmonics is of utmost scientific importance both to the beneficiaries, who thus can prevent the undesirable effects of non sinusoidal steady state in a given network, and to the possible consumers as for as the corresponding measurement and pricing are concerned. Hence the elaboration of certain rules and prescription as regards the influence of the harmonics upon the fundamental component (first harmonic).
Such combinations of traditional and non-traditional loads, coupled with fluctuating loads, causes problems often classified as “random” or “sporadic” (problems with sensitive devices), annoying (light flickering) or as “strange” or “without apparent reason” (problems with cabling, capacitor banks, tripping, signaling etc.). The electric arc furnace produces strong disturbing effects featured by non-symmetries of currents and voltages, harmonics, flickers, voltage drops and over-voltages, characteristic parameters of power quality.
Many ways exist to reduce the effects of the arc disturbances. These are determined by the utility system to which the furnace or furnaces are to be connected, and they are influenced mainly by the size and stability of the power grid. Some sizable shops require no particular flicker control equipment. It is quite possible that, if a furnace shop is fed from a 220 kV or higher system with a short-circuit capacity of 6500 MVA or more, the utility will experience very little load disturbance, and the steelmaker can have considerable flexibility in configuring his internal plant power system.
Most utilities require power factor correction. Shops with large electric furnaces would more than likely use static capacitors; synchronous condensers of sufficient capacity would be prohibitively expensive for a multi-furnace shop. Before such systems are installed, transient analysis is required to determine:
- Capacitor bank configuration
- Need for harmonic tuning of sections
- Switching procedure
If additional regulation is needed, VAR control equipment would probably be required. However, if plans have already been made for power factor capacitors, including tuning reactors, then the thyristors and main reactor are the only further additions required. The perturbations caused by electric arc furnaces are of random nature and encompass a frequency range from DC to a few hundreds of Hz. Depending on whether AC of DC is used to supply the electric arc furnace there are unbalances, harmonics, inter-harmonics or voltage flicker.
2.3 Arc furnace models
For the design of EAF is necessary to utilize a suitable model. In this regard, numerous models have been presented to describe the electric arc (Lazaroiu & Zaninelli, 2010); (Math et al., 2006); (Hooshmand & Esfahani, 2009); (Sankaran, 2008). In general the models can be classified into:
a. Time domain analysis methods:
- Nonlinear Resistance Model: The approximation on the V-I characteristic of the arc,
performed by piecewise linearization, neglect of the voltage rising time or nonlinear
approximation. This method uses the numerical analysis method to solve the
differential equation which is used to describe the furnace system with the assumed V-I
characteristic.
However it is a primitive model and does not consider the time-varying characteristic
of arc furnaces; - Current source models: An EAF is typically modelled as a current source represented by
the Fourier series where the coefficients may change randomly during every period.
This model is perfectly suited to size filter components and to evaluate voltage
distortions resulting from the harmonic current injected into the system. - Voltage Source Models: The voltage source model for an EAF is a Thévenin equivalent
circuit where equivalent impedance of the furnace load impedance including the electrodes. The voltage source can be modelled in different ways. One possibility is to form it by major harmonic components that are known empirically. This method loses the stochastic characteristics of arc furnaces like the nonlinear resistance model does. - Nonlinear Time Varying Voltage Source Model: The arc voltage is defined as a nonlinear
function of the arc length. The time variation of the arc length is modeled with
deterministic or stochastic laws. - Nonlinear Time Varying Resistance Models: Arc furnace operation can be described by
three basic states: open circuit, short circuit and normal operation. During normal
operation the arc resistance can be modelled following an approximate Gaussian
distribution. The random fluctuation in arc resistance accounts for the short-term
perceptibility flicker index Pst.
b. Frequency domain analysis methods represent the arc voltage and current by their harmonic components (Key & Lai, 1997). The Harmonic Voltage Source Model first applies the Fourier transform to the arc voltage to obtain its harmonic components. Then the current harmonic components are calculated through the arc voltage harmonic components. Calculations provide an equivalent circuit for the fundamental frequency component consisting of an equivalent arc resistance and a reactance. The equivalent circuit for the calculation of the different order harmonics consists of a harmonic voltage source and the system impedance for that harmonic frequency. The model is simple, but suitable for steady-state iterative harmonic analysis.
c. Power balance method.
This model provides a harmonic domain solution method of nonlinear differential equation. The arc furnace load model is developed from the energy balance equation, which is actually a nonlinear differential equation of arc radius and arc current. This model uses some experimental parameters to reflect the arc furnace operation, but it neglects the influence of its supply system.
3.Basic principles for the power quality analysis
3.1 Power quality and harmonic distortion
One of the most important problems in nowadays consumers power supply is to ensure the power quality. Together with the power suppliers, the consumers are interested to use, to produce and to transport the electrical power as clean as possible. Any perturbation produced in the power system by any of its elements (components) may seriously affect the power quality consumed by the other elements especially those closely situated to the perturbing component (Filipski, et al., 1994).
The Power Quality has concerned the experts from power engineering area as far back as first years of using the energy, in a large amount of applications, the alternating current; during the last decade, we can observe several ascertainments to the involvement for this domain, owing to development based on power electronics.
Institute of Electrical and Electronic Engineers (IEEE) Standard IEEE 1100 define power quality as “a concept of powering and grounding sensitive electronic equipment in a manner suitable for the equipment”. But this is not the only interpretation. Another simple and more concise definition might state: “Power quality is a set of electrical boundaries that allows equipment to function in its intended manner without significant loss of performance or life expectancy”, definition that embraces two things that we demand from electrical equipment: performance and life expectancy. Another definition of power quality, based on the principle of EMC, is as follows: power quality refers to a wide variety of electromagnetic phenomena that characterize voltage and current at a given time and at a given location on the power system. IEC 61000-4-30 defines power quality as ”the characteristics of the electricity at a given point on an electrical system, evaluated against a set of reference technical parameters” (Toulouevski & Zinurov, 2010); (***IEEE, 1995). Power quality can be interpreted by the existence of two components:
- Voltage quality. It expresses the voltage deviation from the ideal one and can be
interpreted as the product quality delivered by the utilities. - Current quality. It expresses the current deviation from the ideal one and can be
interpreted as the product quality received by the customers.
The main Power quality disturbances are:
- harmonics;
- under-voltages or over-voltages;
- flicker;
- transients;
- transients and voltage sags;
- voltage sags;
- interruptions.
Among the greatest electrical perturbations in a power system is the electrical arc furnace. Its perturbations are visible upon the reactive power flow, the load unbalance and the harmonics injected in the supply network. Also the random variation of the EAF electrical load, leads to the “flicker” phenomena characterized by variation in the field of 0.3-0.5% of the rated voltage and frequencies variations of 6 up to 10 Hz. Physically, the flicker phenomena is visible for the electrical bulbs that are rapidly changing the light intensity. Also, the side effects of the flicker are visible for the modern computation technique that could be damaged by the voltage variations.
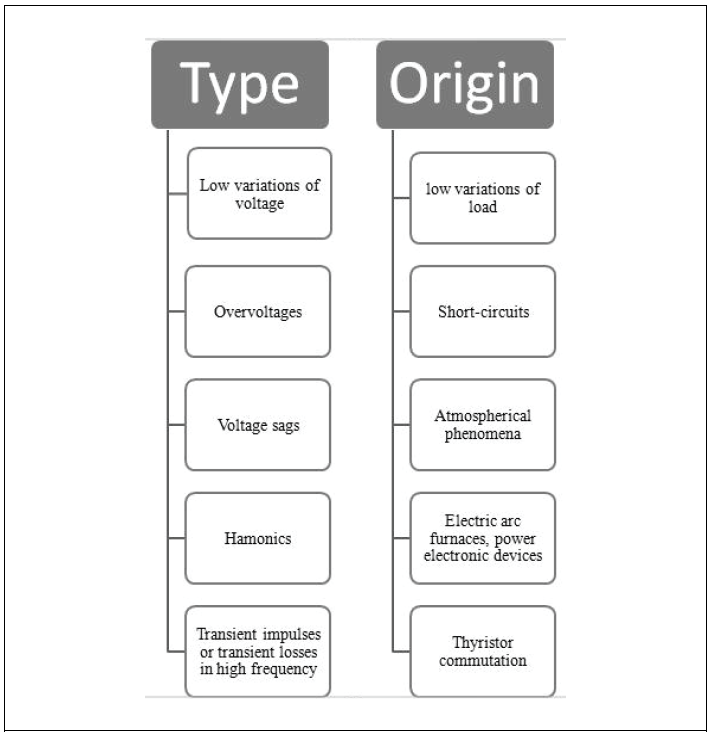
At this moment we cannot talk about a united standardization of electrical energy quality on an international level and sometimes on national one. Currently, several engineering organizations and standard bearers in several parts of the world (IEEE, IEC, ANSI,…) are spending a large amount of resources to generate power quality standards. Some of them classify the events as steady-state and non-steady-state phenomena, in some regulations the most important factor is the duration of the event, other guidelines use the wave shape (duration and magnitude) of each event to classify problems and other standards (e.g., IEC) use the frequency range of the event for the classification. These documents come in three levels of applicability and validity: guidelines, recommendations and standards. In almost all the countries, the directives system of electrical energy quality is composed by several quantitative characteristics of slow or rapid variations of effective voltage value, the shape or symmetry as well as characteristics of slow or rapid frequency variations (IEEE-WG, 1996); (PE, 2004) (SREN, 1998); (CMP, 1987).
As it can be seen in Figure 5 there are presented the main causes of an improper electrical energy quality.
For the measurements of disturbances, IEC 61000-4-7 describes testing and measurement techniques for harmonics and inter-harmonics measurements and instrumentation, for power supply systems and equipment connected thereto.
3.2 The prominent power quality aspects
The prominent power quality aspects considered are the following:
a. Voltages and currents are non sinusoidal quantities, and can be expressed by relations:
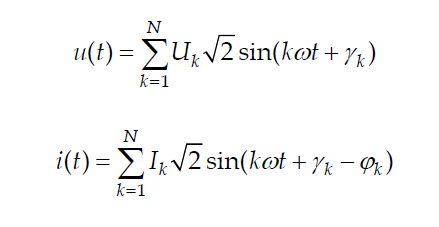
where Uk , Ik are the RMS of each k-harmonic of voltage, respectively current, ω is the angular frequency, γk is the phase angle or each k-harmonic of voltage, k-harmonic of voltage, ϕk is difference of each phase angle of k-harmonic of voltage and current, t is the time.

where D = √S2 − P2 −Q2 is the Budeanu distortion (deforming) power.
b. The presence of voltage and current harmonics is evaluated through a relative quantity, the total harmonic distortion (THD). Voltage harmonics are asserted with THDU, the ratio of the RMS value of the harmonic voltage to the RMS value of the fundamental, calculated by relation:
Everything presented for voltage harmonics is also valid for current harmonics and THDI, the ratio of the RMS value of the harmonic current to the RMS value of the fundamental, calculated by relation:
Total harmonic distortion is the ratio between deforming residue and effective value of fundamental waveform:
Harmonic level is the ratio between effective value of the considered harmonic and the effective value of the fundamental:
c. Voltage imbalance. Applying the theory of symmetrical components, an unbalanced three-phase sinusoidal voltage system [Va, Vb, Vc] can be decomposed into a positive-sequence three-phase balanced system V+, a negative-sequence system V-, and a zero sequence system V0
d. Disturbance transiting among voltage levels: Rapid voltage changes, Transient overvoltages and voltage fluctuation and flicker.
3.3 Power quality measurements
A simple way for a technician to determine power quality in their system without sophisticated equipment is to compare voltage readings between two accurate voltmeters measuring the same system voltage: one meter being an “averaging” type of unit (such as an electromechanical movement meter) and the other being a “true-RMS (rms)” type of unit (such as a high-quality digital meter). Remember that “averaging” type meters are calibrated so that their scales indicate volts RMS, based on the assumption that the AC voltage being measured is sinusoidal. If the voltage is anything but sine wave-shaped, the averaging meter will not register the proper value, whereas the true-RMS meter always will, regardless of wave-shape.
The rule of thumb here is this: the greater the disparity between the two meters, the worse the power quality is, and the greater its harmonic content. A power system with good quality power should generate equal voltage readings between the two meters, to within the rated error tolerance of the two instruments.
Measurement and testing of supply voltage quality, according to EN 50160, requires specialized apparatus and measuring methods. This arrangement enables continuous monitoring, short time and long time, over 7 days, of the following parameters:
- frequency;
- total harmonic distortion factor THDU and THDI;
- voltage unbalance factor, which is a multiple of positive and negative sequence voltage
components; - fast and slow voltage variations, which are defined as short term (Pst) and long term
(Plt) flicker; - severity factors.
This type of equipment, named digital power analyzer also enables measurement of voltage dips and outages, its frequency and duration.
The RMS values of voltages and currents can be determined correctly by digital methods in any harmonic content of waveforms. Also, with the results of RMS voltage and current can calculate the apparent power. The active power may be calculated and accurately measured in any circumstances of harmonic pollution. Unfortunately this is not the case for reactive power. For reactive power can be used different definitions and methods (Arrillage et. al., 2001); (Czarnecki, 1987); (Emmanuel, 1995); (Emmanuel, 1999); (Katic, 1994):
- reactive power measurement (Budeanu definition);
- Hilbert transform method;
- power triangle method;
- quarter period time delay method;
- low-pass filter method.
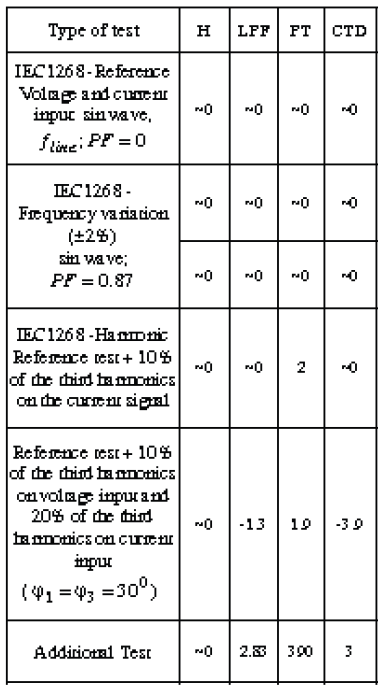
Table 1 presents the test conditions, voltage and current, used to test the measurement performances of the reactive power measurement solutions. Table 2 presents the errors obtained for different tests using notations: H- for Hilbert transform, LPF- for low pass filter, PT-power triangle, CTD- compensated time delay.
The traditional measurement methods, like Power triangle and the Time delay, comply with international standards but show limitations in the presence of harmonics or line frequency variation.
One can observe that Hilbert method give the best results, followed by the low pass filter method and then power triangle method. So, different analyzers implemented with different formulas can give discrepancies measuring the same loads.
Table 1.
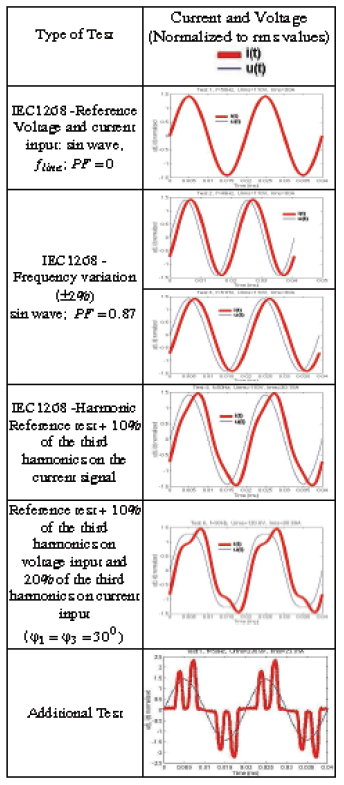
Table 2.
4.Numerical simulations for energy calculation in power measurements
The model presented in (Vervenne et. al., 2007) is based on exponential-hyperbolic form which causes many problems in the power system quality. Also the model can describe different operations of the EAF and it does not need specific initial conditions.
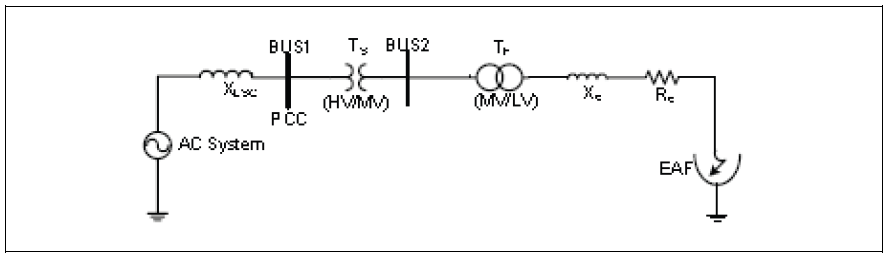
The electric diagram of a electrical circuit supplying an EAF is illustrated in Figure 6. In this figure, bus 1 is the point of common coupling (PCC) which is the supplying bus of the EAF transformer. The arc furnace is also connected to the PCC through the transformer TS, (HV/MV). In this figure, XC and RC are the reactance and resistance of the connecting cable line to the furnace electrodes, respectively. Also, XLsc is the short circuit reactance at bus PCC.
The electric arc is modeled by the following equations:
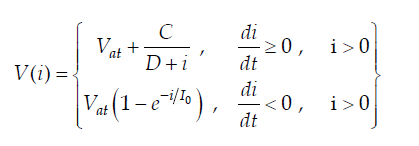
where V and i are arc voltage and current of the EAF, respectively. Also Vat is the voltage
threshold magnitude to which voltage approaches as current increases. Furthermore, I0 is
the current time constant in kA. It should be noted that the voltage Vat depends on the arc
length.
The constants C and D are corresponding to the arc power and arc current, respectively. These constants can take different values which depend on the sign of the derivative of the arc current.
As it can be seen in electric arc modeled equation, for the positive current and regarding the hysterias property of the arc, there are two cases. In the increasing current case, the hyperbolic equation and in the decreasing current case exponential equation is used. Hence, this model is called exponential-hyperbolic model. The proposed method has the capability of describing the EAF behavior in time domain using differential equation. In addition, it is able to analyze the behaviors in the frequency domain without solving the sophisticated differential equations.
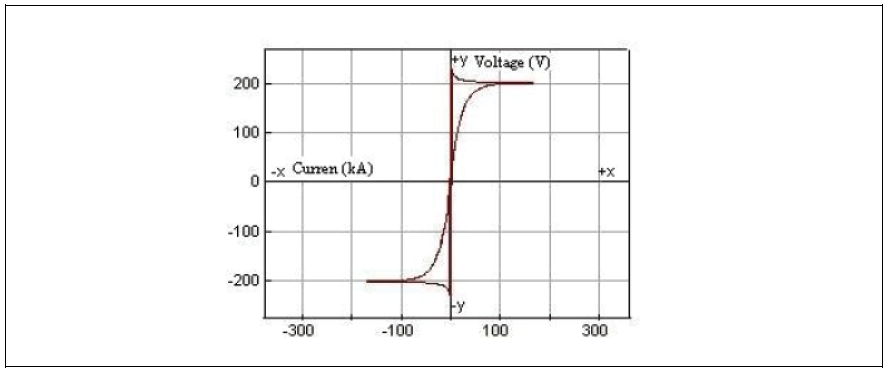
Moreover, the proposed model can describe different operating conditions of the EAF such as initial melting (scrap stage), mild melting (platting stage) and refinement of the EAF. With the parameters of the system:
XLsc = 9.4245Ω, Xc = 2.356 mΩ, Rc = 0.4 mΩ, fsys = 50 Hz
and:
Vat = 200 V, Ca = 190 kW, Cb = 39 kW, Da = Db = 5 kA, Io = 10 kA
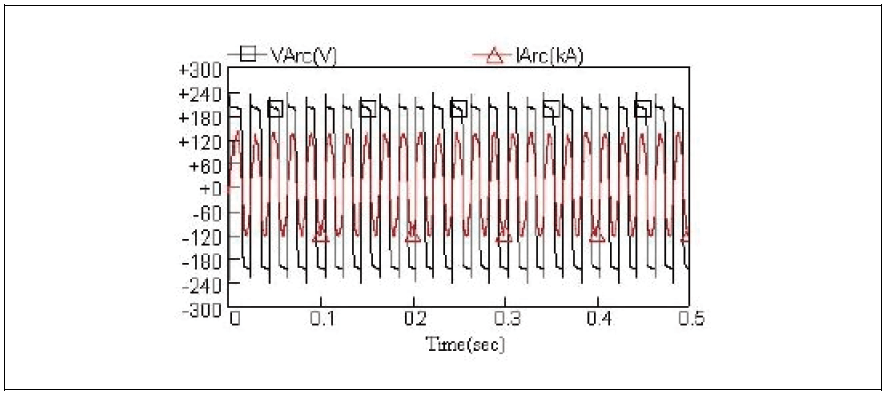
the voltage-current characteristic of the arc is obtained and shown in Figure 7. The voltage and the current of the arc are illustrated in Figure 8.
The characterization of flicker produced by an arc furnace is an extremely difficult operation (Alonso & Donsion, 2004); (Beites et. al., 2001); (Webster, 2004). The flicker is variable from one cycle to another and during melting stage very high peaks are produced. It depends on following parameters: quality and quantity of used scrap, reference operating points, quantity of injected oxygen, unpredictable consequences due to crumbling of the scrap during melting.
Consequently it is recommended to evaluate the level of flicker produced during at least one week of operation, representing several tens of operation cycles. LabVIEW and MATLAB software are used for simulation on EAF (Andrei et. al., 2006); (Andrei et. al., 2006); (Andrei et. al., 2006); (Beites et. al., 2001); (Bracale et. al., 2005); (Buzac & Cepisca, 2008).
5.Results of measurements in a real electric installation of arc furnace
5.1 Measurement method and equipment
The three-phase power analyzer is used for the analysis of power quality with compatible software analysis. The following quantities are necessary to be measured: voltage, current, flicker (IEC 68, IEC 61000-4-15-PST and PLT), THD, waveform snapshots and harmonics up to the minimum order of 64, frequency, transient events (Chi-Jui Wu & Tsu-Hsun Fu, 2003); (Pretorius et al., 1998).
The strategy of measurements was to carry out recordings on EAF with all electrical quantities: RMS voltage, RMS current, flicker, frequency, THD voltage, THD current, current and voltage waveforms, powers kW, kVAR, kVA, power factor, voltage and current vectors for the short and long time (Cepisca et al., 2004); (Cepisca et al., 2006).
One example of measurement equipment is a multifunctional Power Quality Analyzer METREL, shown in Figure 9, one advanced instrument for measuring quality of electrical power in compliance with the EN60150. It incorporates a number of different measurement instruments for calculating various electrical parameters which is based on current and voltage measurements.

5.2 Results of the measurements in a real electric installation of EAF
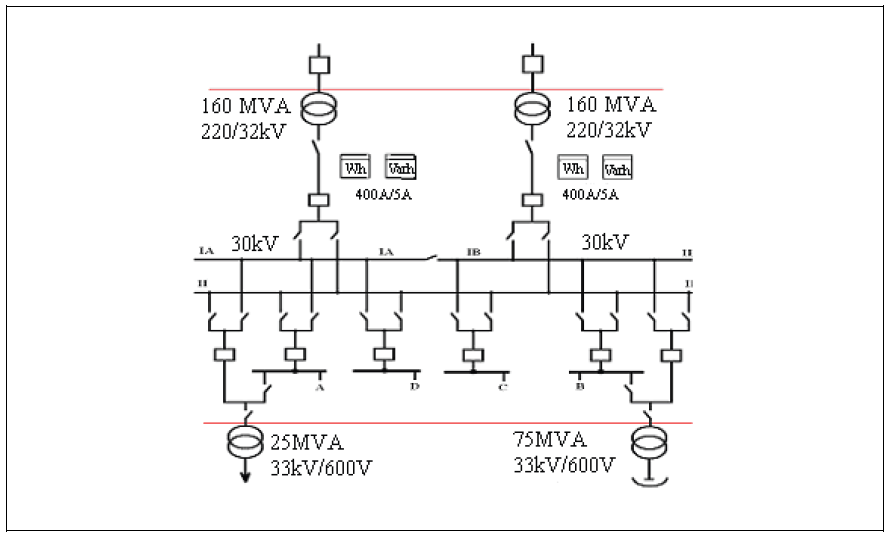
The electrical power networks of arc furnaces are presented in Figure 10 (Cepisca et al., 2008).
5.2.1 The real measurements of voltage and current harmonics, and of the powers
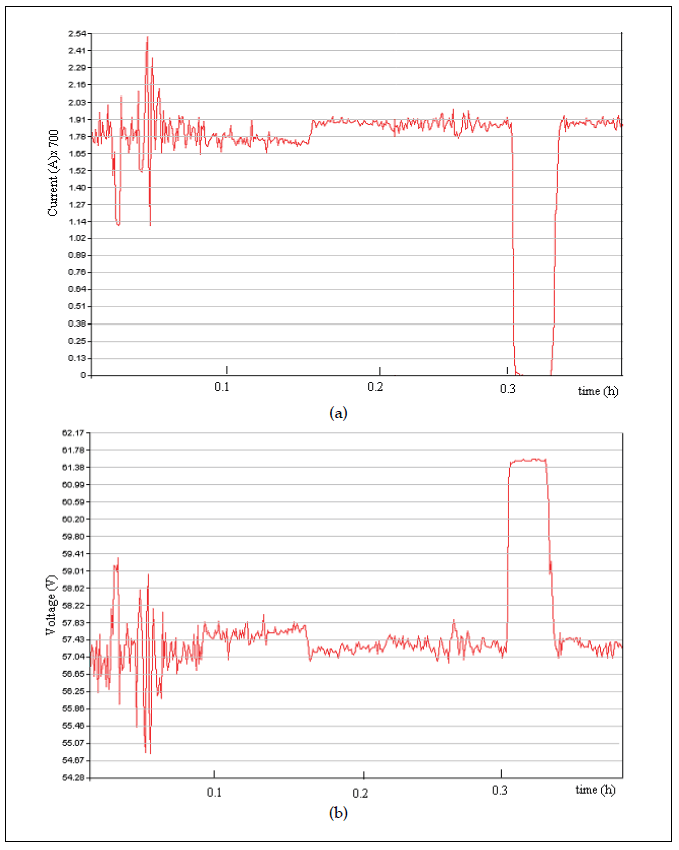
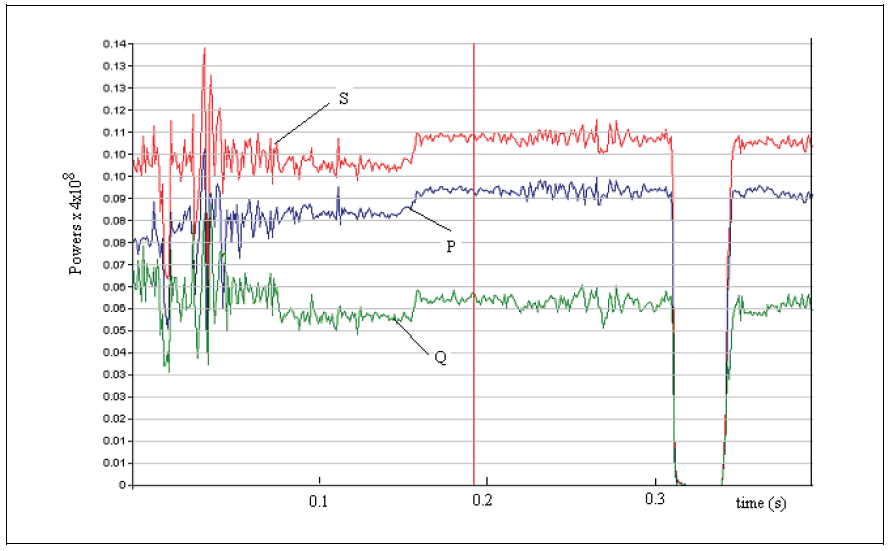
Figure 11 presents the current (a), the voltage (b) and Figure 12 presents the powers for a technological cycle of arc furnace. This cycle presents two phases: melting phase (6-8 minutes) and phase of stable arc burning (12-15 minutes). The electrical quantities are strong variation in the melting phase, with an important voltage fall. In the phase of stable arc burning the variation of electrical quantities are more reduced (Cepisca et. al., (2007); (Grigorescu et al., 2006); (Grigorescu et al., 2009); (***PE, 2004).
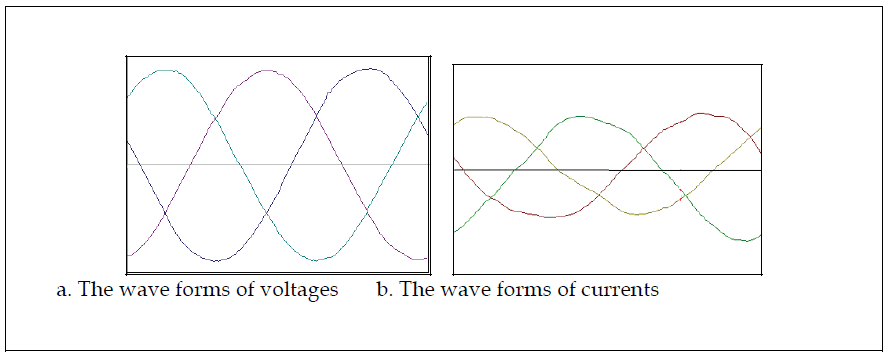
5.2.2 The real measurements of wave forms of voltage and current, and of the THDU and THDI for melting phase of the technological cycle of arc furnace
As regard to the wave forms of the voltages, shown in Figure 13, a, and, respectively the wave forms of the currents shown in Figure 13, b, on the 30 kV voltage supply line in the melting phase is found a strong distortion of currents.
The Figure 14 presents: (a) the total harmonic distortion calculated for voltages (THDU, 2,8…3%), and (b) the total harmonic distortion calculated for the currents (THDI, 10….11%).
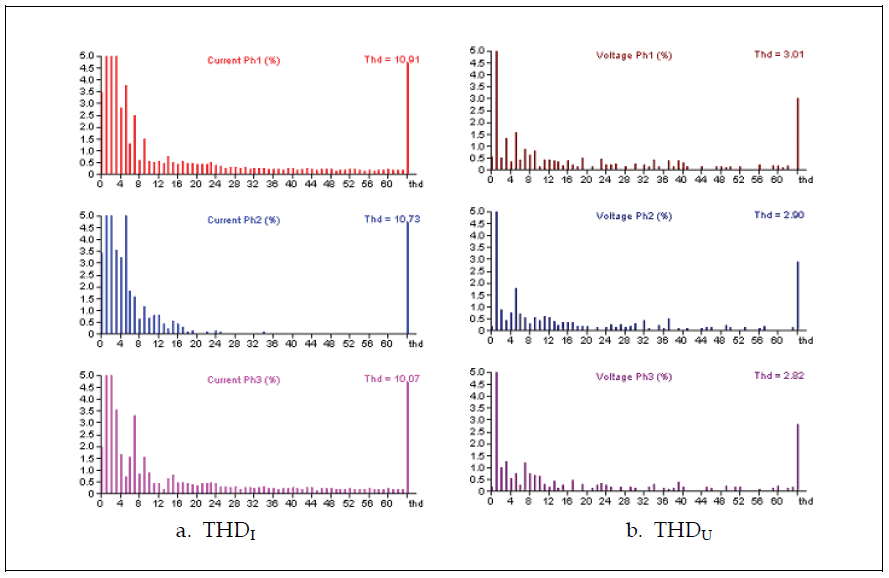
the melting phase
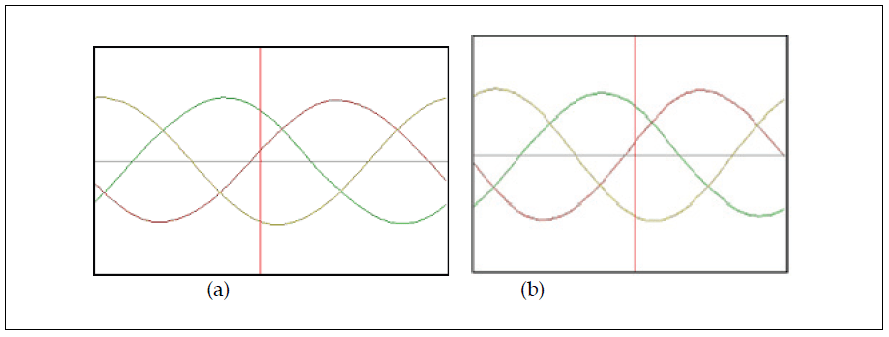
5.2.3 The real measurements of wave forms of voltage and current, and of the THDU and THDI in the phase of arc burning of the technological cycle of arc furnace
In the phase of the electric arc stable burning (Figure 15, a, and b), that appears towards the final of the heat’s making, is found that the distortion that appear in the currents and voltages wave forms are more reduced. In this phase, the amplitude of the three phase currents and voltages are closer as value, fact which shows that the load impedance is more balanced.
The TDH for voltages and for currents in the arc stable phase are presented in Figure 16, a, and b. We observe that in the arc stable phase the THDU is reduced (1…2%) and THDU are an acceptable value (4…5%). One can reach to the conclusion that the deformation of the current and voltage waves is smaller in the stable burning phase also by the fact that the distorting power is smaller in this phase, in conditions where the apparent, active and reactive power is higher.
As regard the voltage on the 30 kV line, in the melting phase one can observe the presence of the important harmonics while in the oxidation phase is found practically only the presence of the fundamental. In the current’s case, the important values of harmonics demonstrate that in this phase the current is strongly deformed.
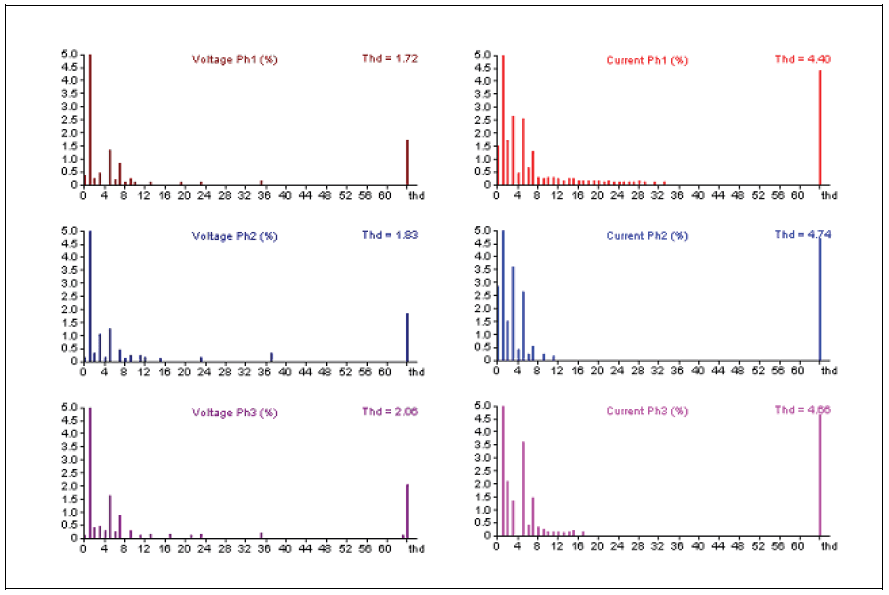
the arc stable phase
The variation form of powers measured values presented on the heat time presents in the first period, corresponding to the melting phase, a smaller apparent power. The electrodes are more lifted-up, in order to ensure protection against breaking and this determining a smaller value current. In the stable phase the apparent power is approximately constant and higher than in the melting phase. The variation of the voltage, as well as of the arc current, is reflected partially in the variation of active and reactive powers during the heat.
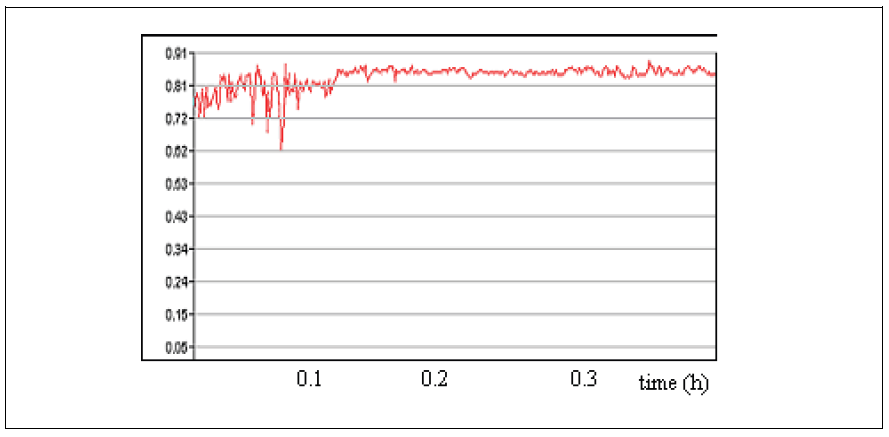
5.2.4 The variation of the THDU and THDI, and the variation of the power factor
The THDU and THDI (Figure 17) are higher in the melting phase than in the stable burning phase, bat the reactive power is higher in the stable phase than in the melting phase.
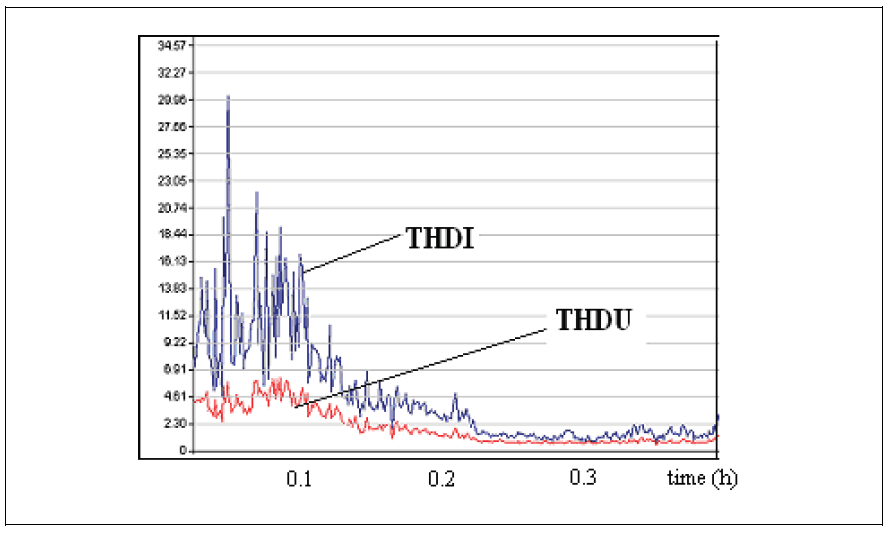
The power factor value (Figure 18) is higher in the stable arc phase and lower during the melting phase. For this reason results that on the 30 kV line the currents wave is more distorted than the voltages wave.
In different moments of technological process, following the measurements, were obtained values for THDI within 1-21% for current and 1-6% for voltage. Comparing these values with the standard results that the furnace is not matched in the national and international standards.
References
Alonso, M. & Donsion, M. (2004). An Improved Time Domain Arc Furnace Model for Harmonic Analysis, IEEE Transaction on Power Delivery, 19(1), 2004, 367-373
Arrillage, J.; Watson, N. & Chen, S. (2001). Power System Quality Assessment, John Wiley & Sons, New York
Andrei, H.; Spinei, F.; Cepisca, C. & Caciula, I. (2006). 3-D mathematical model of the power factor in electro-energetical systems, Proceedings of VI World Energy System Conference, pp. 257-261, Torino, Italy, July 10-12, 2006
Andrei, H.; Cepisca, C.; Chicco, G.; Dascalescu, L.; Dogaru, V. & Spinei, F. (2006). LabVIEW measurements in steady state nonsinusoidal regime, WSEAS Transactions on Circuits and Systems, 11 (5), 2006, 1682-1687
Andrei, H.; Cepisca, C. & Spinei, F. (2006). The modelling of the power factor in steady state non sinusoidal regime with Mathcad techniques, Proceedings of IEEE-TTTC International Conference on Automation, Quality and Testing, Robotics AQTR THETA 15- Tome I, pp. 58-62, Cluj Napoca, Romania, May 25-28, 2006
Beites, L. F.; Mayordomo, J. G.; Hernandes, A. & Asensi, R. (2001). Harmonics, Inter harmonic, unbalances of arc furnaces: a new frequency domain approach, IEEE Transactions on Power Delivery, 16(4), 2001, 661-668
Bracale, A.; Carpinelli, G.; Leonowicz, Z.; Lobos, T. & Rezmer, J. (2005). Waveform distortions due to AC/DC converters feeding, Proceedings of International Conference Electrical Power Quality and Utilization, pp. 130-136, Cracow, Poland, June, 1-2, 2005
Buzac, E. & Cepisca, C. (2008). The importance of accurate measurement of electrical energy and the performance of modern electricity meters, OIML Bulletin, vol. XLIX, no.1, 2008, Paris, 5
Cepisca, C; Andrei, H.; Ganatsios, S. & Grigorescu, S. (2008). Power quality and experimental determinations of electrical arc furnaces, Proceedings the 14th IEEE Mediterranean Electrotechnical Conference – MELECON, vol. 1 and 2, pp. 546-551, Ajaccio France, May 5-7, 2008
Cepisca, C.; Ganatsios, S.; Andrei, H.; Cepisca, C. I.; Dogaru, V. & Lefter, E. (2004). The measurements of electrical nonsinusoidal signals, The Scientific Bulletin of University of Pitesti, Romania, Metrology, Measurements system and quality, 1, 2004, 22 -26
Cepisca, C.; Grigorescu, S. D.; Seritan, G.; Banica, C. & Argatu, F. (2006). Experimental results of harmonic pollution in the electric networks by the electric arc furnaces, Proceedings of the 5th International Symposium Advanced Topics in Electrical Engineering-ATEE, pp. 34 40, Bucharest, Romania, November 14-16, 2006
Cepisca, C.; Covrig, M.; Grigorescu, S. D.; Predescu, C.; Banica, C. & Argatu, F. (2007). Harmonic pollution in the electric networks by the electric arc furnaces. Experimental results, Proceedings of 7th WSEAS/IASME International Conference on Electric, Power Systems, High Voltage, Electric Machine – POWER’07, pp.233-238, Venice, Italy, April 20-22, 2007
Chi-Jui Wu & Tsu-Hsun Fu (2003). Data compression applied to electric power quality tracking of arc furnace load, Journal of Marine Science and Technology, vol.11, no.1, 2003, 39-47.
Czarnecki L. S. (1987). What is wrong with Budeanu’s concept of reactive and distortion power and why it should be abandoned. IEEE Transaction on Instrumentation and Measurement, IM-36 (3), 1987, 345-352 Emmanuel, A.E. (1995). On the assessment of harmonic pollution, IEEE Transaction on Power Delivery , vol. 10 (3), 1995, 1693-1698
Emmanuel, A. E. (1999). Apparent power definition for three-phase systems. IEEE Transactions on Power Delivery, 14 (3), 1999, 762-772
Filipski, P.S.; Baghzouz, Y. & Cox, M.D. (1994). Discussion of power definitions contained in the IEEE dictionary, IEEE Transaction on Power Delivery, vol. 9 (3), 1994, 1237-1244
Fuchs, E. F. & Masoum, M.A.S. (2008). Power Quality in Power Systems and Electrical Machines, Elsevier Academic Press, Amsterdam
Grigorescu, S. D.; Cepisca, C.; Potirniche, I.; Ghita, O. & Covrig, M. (2009). Numerical simulations for energy calculation in power measurements, Proceedings of the European Computing Conference (ECC09) and Proceedings of the 3rd International Conference on Computational Intelligence (CI09), pp.152-158, Tbilisi, Georgia, June, 20-22, 2009
Grigorescu, S.D.; Cepisca, C. & Ghita O. (2009). Strategies for energy quality monitoring in decision-making networks nodes, Proceedings of 5th International Conference Metrology&Measurement Systems – METSIM, pp. 174-178, Bucharest, Romania, 14-15 November, 2009
Hernandez, A.; Mayordomo, J.G.; Asensi, R. & Beites, L.F. (2005). A Method Based on Interharmonics for Flicker Propagation Applied to Arc Furnaces, IEEE Transactions on Power Delivery, 20(3), 2005, 2334-2342
Hurst, R. (1994). Power Quality and Grounding Handbook, The Electricity Forum, Toronto, Canada
Katic, V. (1994). Network harmonic pollution – A review and discussion of international and national standards and recommendations, Proceedings of Power Electronic Congress- CIEP, pp. 145-151, Paris, France, October 24-26, 1994
Key, T.S. & Lai, J.S. (1997). IEEE and international harmonic standard impact on power electronic equipment design, Proceedings of International Conference Industrial Electronics, Control and Instrumentation -IECON, pp. 430-436, London, England, May, 25-27, 1997
Lazaroiu, C. & Zaninelli, D. (2010). DC arc furnace modeling for power quality analysis, Scientific Bulletin of Politehnica University of Bucharest, Serie C, vol.72, Issue 1, 2010, 56-62
Math, H. J.; Bollen, Irene. & Yu-Hua Gu. (2006). Signal Processing of Power Quality Disturbances, Wiley-Interscience, New York
Pretorius, J.H.C.; Van Wyk, J. D. & Swart, P.H. (1998). An evaluation of some Alternative Methods of Power Resolution in a Large Industrial Plant, Proceedings of the Eights International Conference on Harmonics and Quality of Power-ICHQP-VIII, pp. 331-336, Athens, Greece, vol. I, October, 7-8, 1998
Hooshmand, R.A. & Esfahani, M.T. (2009). Optimal Design of TCR/FC in Electric Arc Furnaces for Power Quality Improvement in Power Systems, Leonardo Electronic Journal of Practices and Technologies, Issue 15, 2009, 31-50
Sankaran, C. (2008). Power Quality, CRC Press, London
Toulouevski, Y.N. & Zinurov, I.Y. (2010). Innovation in Electric Arc Furnaces, Springer- Verlag, Berlin, Heidelberg
Vervenne I.; Van Reuse K. & Belmans R. (2007). Electric Arc Furnace Modeling from a Power Quality Point of View, pp. 1-6, Proceedings of IEEE Conference on Electrical Power Quality and Utilisation, Lisbon, Portugal, September, 21-23, 2007
Webster, J. G. (2004). Electrical measurement, Signal processing and Displays, CRC Press, New York
***IEC. (1999). IEC 61000-4-30, Testing and measurement techniques-power quality measurement method
***IEEE. (1995). IEEE 1159:1995, IEEE recommended practice for monitoring electric power quality
***IEEE-WG. (1996). IEEE Working Group on Nonsinusoidal Situations. (1996). Practical Definitions for Powers in Systems with Nonsinusoidal Waveforms and Unbalanced Loads, IEEE Transactions On Power Delivery, vol. II, no. 1, 1996, 79-101
***IEEE. (1996). IEEE 100-1996 The IEEE Standard Dictionary of Electrical and Electronics Terms, Sixth Edition
***PE. (2004). PE 143/2004, Romanian norm for limitation of harmonic pollution and unbalance in electrical networks
***SREN. (1998). SREN 50160, Characteristics of supplied voltage in public distribution networks, October, 1998
***EN. (2004). Standard EN50160-Power Quality Application Guide, Voltage Disturbance, July 2004.
***CMP. (1987). Understanding electric arc furnace operations for steel production, Center for Metals Production-CMP, vol.3, no.2, 1987

Thank you for this article. Can’t we get this in PDF?
LikeLiked by 1 person
Thank you for your valuable comments. Apologies, PDF is not available for download.
LikeLike